

1496
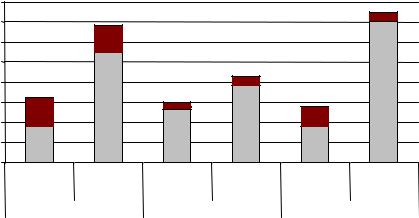
.pdfРис. 88. Гистограмма коэффициента шлифования (Кшл) бесконечных лент различных характеристик и производителей
Сравнительные экспериментальные исследования проводились по серийной схеме абразивными накатными кругами (рис. 89) и по новой схеме абразивными лентами (рис. 90).
Рис. 89. Блок-схема алгоритма операции полирования абразивными кругами на полировальной бабке
191
В качестве образцов для исследований использовались серийные лопатки компрессора ГТД и прямоугольные образцы (40×10×10 мм) из сплавов ВТ3-1, ВТ8-М и др., термообработанные по серийной технологии изготовления лопаток. Исходное значение шероховатости образцов Ra = 6,3 мкм.
Рис. 90. Блок-схема алгоритма операции полирования на ленточнополировальном станке
Измерение температуры при полировании лопаток проводилось двумя методами:
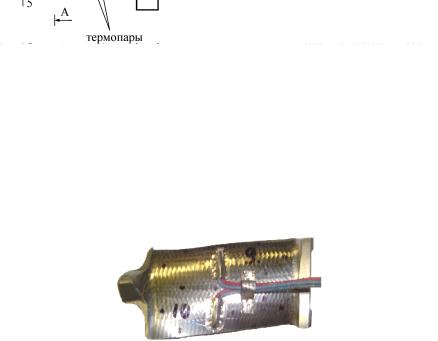
1. Метод термокрасок применялся для исследования температурного состояния поля лопаток в процессе обработки и распределения температур на профиле пера лопатки при полировании. При реализации метода применялась термокраска ТР-8 («Роллс-Ройс»). Градуировка термокрасок осуществлялась на образцах на установке Г21-018СБ. Типовая картина распределения температуры полирования представлена на рис. 91.
Рис. 91. Характер распределения температурных полей на пере лопатки при полировке: 1–5 – соответственно температура 120–300, 300–400, 400– 560, 560–680 и 680–810 °С
192
2. Метод измерения температуры посредством искусственной термопары типа ТХК(L) из откалиброванной проволоки d = 0,3 мм припаянной к профилю пера лопаток с противоположной стороны обработки (рис. 92, 93). Для фиксированного воздействия радиального усилия Py (10; 20; 40 кгс) во время обработки лопатку установили на рычажный динамометр с индикаторной головкой. Средняя температура, образующаяся в процессе полирования, при помощи термопар передавалась на термодат-13К3, далее фиксировалась на ПК
(рис. 94).
Рис. 92. Схема установки термопар на лопатку ГТД
Рис. 93. Общий вид лопатки ГТД с термопарами
Для получения объективных сравнительных данных при исследовании параметров качества поверхностного слоя лопаток после полирования половину лопаток обрабатывали абразивными кругами,
193
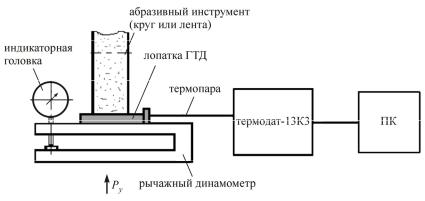
Рис. 94. Схема измерения температуры при полировании с фиксированным усилием прижатия лопатки (Ру) к абразивному инструменту
а вторую половину лопаток – на ленточно-полировальном станке бесконечными лентами из шлифовальной шкурки.
Образцы для исследований параметров качества вырезали из полированных лопаток электроэрозионным методом. Для измерения микротвердости использовали микротвердомер LM-700 при нагрузке 25 г, для определения остаточных напряжений – установку АПООН (метод Н.Н. Давиденкова). Микроструктура исследовалась на металлографическом микроскопе фирмы «Nikon» при увеличении в 500 раз. Шероховатость профиля пера измерялась портативным прибором «Perthomer M1» с записью профилограммы. Условное количество рисок на обработанной поверхности оценивалось по профилограммам.
Во время сравнительной экспериментальной обработки двумя методами полирования проведены измерения уровня локальной вибрации в соответствии с СН 2.2.4/2.1.566–96 и МУ 3911–85 на приборе «Svan 946», а также измерения уровня шума в соответствии с ГОСТ 12.1.050–86 и СН 2.2.4./2.1.8.562–96 на приборе «Октава 101А».
Результаты сравнительного экспериментального исследования влияния технологических параметров полирования на термодинами-
194
ческие условия в зоне резания и параметры качества поверхностного слоя (шероховатость, наклеп, остаточные напряжения и микроструктура) приведены на рис. 95–102.
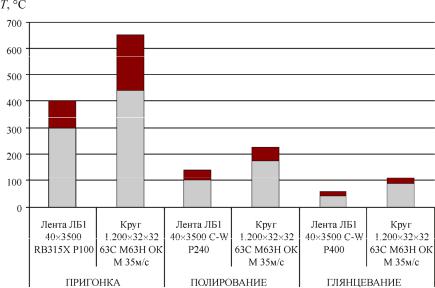
Результаты измерения температуры полирования кругами и лентами по переходам операции (пригонка, полирование, глянцевание) представлены на рис. 95.
Рис. 95. Средние температуры контакта при полировании лопаток из титанового сплава ВТ8-М кругами и лентами
При анализе полученных результатов выяснилось, что при полировании бесконечными лентами возникают температуры в среднем на 30–40 % ниже, чем при полировании кругами. Кроме того, температура нагрева детали во время обработки при ленточном полировании незначительно изменяется, что снижает вероятность появления прижогов, тогда как при полировании кругами вероятность появления прижогов более высока, так как перепад температур во время обработки достигает 400 °С.
195
На рис. 96 представлены результаты сравнительных исследований шероховатости обработанной поверхности лопаток при полировании кругами и лентами.
Ra,
мкм
1
0,8
0,6
0,4
0,2
0
Лента ЛБ1 Круг
40×3500 1.200×32×32 RB315X P100 63СМ63НОК
М 35м/с
Лента ЛБ1 |
Круг |
40×3500 C-W |
1.200×32×32 |
P240 |
63С М63Н ОК |
|
М 35м/с |
Лента ЛБ1 |
Круг |
40×3500 C-W |
1.200×32×32 |
P400 |
63С М63Н ОК |
|
М 35м/с |
ПРИГОНКА |
ПОЛИРОВАНИЕ |
ГЛЯНЦЕВАНИЕ |
Рис. 96. Сравнительная гистограмма изменения шероховатости лопаток из титанового сплава ВТ8-М после полирования кругами и лентами
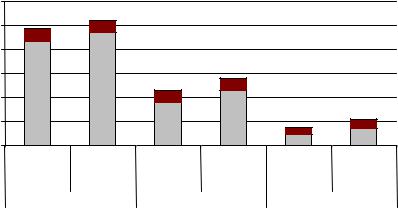
Сравнительный анализ шероховатости поверхности пера лопаток после полирования показывает, что при ленточном полировании высота микронеровностей снижается незначительно на 15–20 %. Основной эффект применения ленточного полирования заключается
всоздании более благоприятного ровного и стабильного общего фона шероховатости. Кроме того, на основании сравнительного анализа профилограмм установлено, что при ленточном полировании вероятность появления глубоких единичных рисок снижается в среднем
в3–4 раза (рис. 97). Это позволяет ликвидировать дополнительные переходы операции полирования по устранению рисочности и сни-
жает вероятность случаев пропуска работниками БТК лопаток с рисками для установки в двигатель.
196
. |
12 |
|
|
|
|
|
, шт |
|
|
|
|
|
|
10 |
|
|
|
|
|
|
рисок |
|
|
|
|
|
|
8 |
|
|
|
|
|
|
-во |
6 |
|
|
|
|
|
. кол |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
усл |
2 |
|
|
|
|
|
Сред. |
|
|
|
|
|
|
0 |
Круг |
Лента |
Круг |
Лента ЛБ1 |
Круг |
|
|
Лента |
|||||
|
40×3500 |
1.200×32×32 |
40×3500 C-W |
1.200×32×32 |
40×3500 C-W |
1.200×32×32 |
|
RB315X P100 |
63С М63Н ОК |
P240 |
63С М63Н ОК |
P400 |
63С М63Н ОК |
|
|
М 35м/с |
|
М 35м/с |
|
М 35м/с |
|
ПРИГОНКА |
ПОЛИРОВАНИЕ |
ГЛЯНЦЕВАНИЕ |
|||
Рис. 97. Сравнительная гистограмма результатов исследования появления |
||||||
глубоких единичных рисок после полирования лопаток ГТД из титанового |
||||||
|
|
сплава ВТ8-М по переходам |
|
|
||
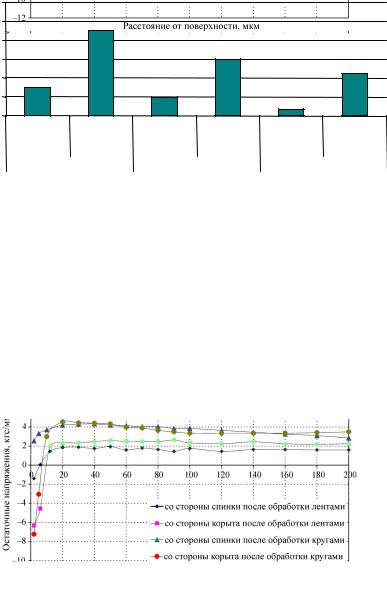
В результате сравнительных исследований остаточных напряжений установлено, что применение ленточного полирования для финишной обработки лопаток ГТД из титановых сплавов не ухудшает характер распределения остаточных напряжений, а в отдельных случаях способствует формированию в поверхностном слое более благоприятных сжимающих остаточных напряжений по сравнению с полированием абразивными шлифовальными и полировальными кругами (рис. 98).
Рис. 98. Остаточные напряжения в пере лопаток (со стороны спинки и корыта) после полирования кругами и лентами
197
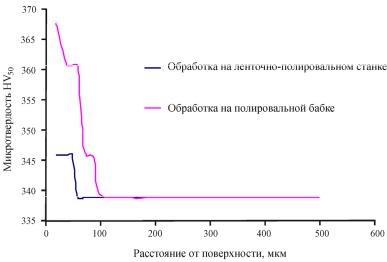
Анализ графиков распределения микротвердости (рис. 99) показал, что глубина и степень наклепа на поверхности профиля пера лопаток после полирования бесконечной лентой из шлифовальной шкурки меньше (степень наклепа N = 3 %, распространяется на глубину до 50 мкм), чем после полирования абразивными полировальными кругами (N = 7,7 %, распространяется на глубину до
100 мкм).
Рис. 99. Распределение микротвердости на лопатках ГТД из титановых сплавов после полирования лентой и кругом
В результате сравнительного исследования микроструктуры установлено, что структурно-фазовое состояние поверхностного слоя профиля пера лопаток, обработанного методом ленточного полирования и абразивными кругами, практически одинаковое (рис. 100, 101) и соответствует техническим требованиям для лопаток ГТД из титановых сплавов.
198
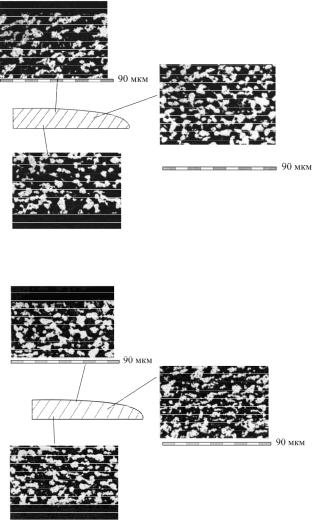
Рис. 100. Вид микроструктуры исследованной лопатки после полирования кругами
Рис. 101. Вид микроструктуры исследованной лопатки после ленточного полирования
Сравнительное исследование состояния экологии в зоне полирования лопаток ГТД из титановых сплавов показало, что полирование бесконечными лентами из шлифовальной шкурки на ленточно-
199
полировальных станках позволит улучшить экологические параметры процесса полирования по сравнению с обработкой кругами на полировальной бабке: вибрация снижается на 30 %, шум – на 10 % и запыленность абразивной пылью – на 80 %, что существенно снизит заболеваемость рабочих и повысит производительность обработ-
ки (рис. 102).
160 |
|
|
|
|
|
140 |
|
|
|
|
|
120 |
|
|
|
|
|
100 |
|
|
|
|
|
80 |
|
|
|
|
|
60 |
|
|
|
|
|
40 |
|
|
|
|
|
20 |
|
|
|
|
|
0 |
|
|
|
|
|
При |
Обработка на |
При |
Обработка на |
При |
Обработка на |
полировании |
полироваль- |
полировании |
полироваль- |
полировании |
полироваль- |
на ЛПС-1 |
ной бабке |
на ЛПС-1 |
ной бабке |
на ЛПС-1 |
ной бабке |
Виброускорение, дБ |
Уровень шума, дБ |
Объем абразива в воздухе, |
|||
|
|
|
|
мм3 |
|
Рис. 102. Сравнительная гистограмма результатов исследования |
|||||
экологических факторов при полировании лопаток ГТД |
|||||
Таким образом, в результате сравнительных экспериментальных и теоретических исследований эффективности двух методов полирования установлено неоспоримое преимущество метода ленточного полирования лопаток перед полированием абразивными кругами по производительности, качеству, себестоимости и экологии обработки. Поэтому дальнейшие исследования посвящены более глубокому изучению процесса ленточного полирования, выбору и оптимизации режимов этого прогрессивного процесса обработки лопаток ГТД.
200