Преимущества, недостатки, область применения.
Преимущества.
|
Недостатки.
|
1. Высокая устойчивость дуги независимо от рода и полярности тока. 2. Возможно получение металла шва с долей участия основного металла от 0 ( с присадкой) до 100% (без присадки). 3. Изменяя скорость подачи, угол наклона и марку присадочной проволоки можно регулировать геометрические параметры сварного шва и химический состав металла шва. 4.Возможность сварки во всех пространственных положениях. 5. Возможность визуального контроля за формированием сварного шва. 6. Отсутствие шлаковой корки и, следовательно, исключение операции очистки от шлака ранее сваренного шва перед укладкой последующего при сварке многопроходных швов. 7. Практическое исключение в сварном шве неметаллических включений (т.к. защита только газовая). |
1. Необходимость в устройствах, обеспечивающих начальное возбуждение дуги. 2. Высокая скорость охлаждения сварного соединения (охлаждение изделия защитным газом). 3. Дороговизна инертных газов, т.е. высокая стоимость сварки. 4. Низкий ресурс работы неплавящегося электрода без его восстановления (W дорог и дефицитен). 5. Требуется хорошая вентиляция, т.к. Ar тяжелее воздуха и скапливается в помещении. |
Область применения. Практически все отрасли машиностроения; строительство (монтаж); сварка корневых швов трубопроводов малого диаметра. Тип производства – серийное, массовое. |
|
4. Механизированная дуговая сварка самозащитной порошковой проволокой
Механизированная дуговая сварка самозащитной порошковой проволокой |
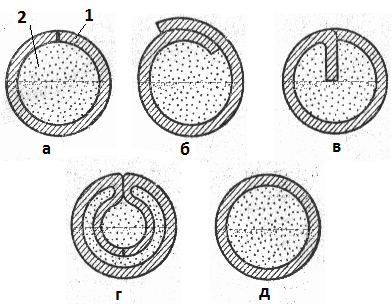
Порошковая проволока - сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами (рис. 58С, а).
Рис. 58С, а. Сечение порошковой проволоки разных типов 1 – металлическая оболочка; 2 –порошкообразное вещество (шихта). а - порошковая проволока простого сечения с одной продольной щелью; б - порошковая проволока простого сечения с двумя продольными щелями; в - порошковая проволока сложного сечения с одним заформованмым концом стальной ленты; г - порошковая проволока сложного сечения с двумя заформованными концами стальной ленты; д - порошковая проволока трубчатого сечения без продольной щели.
Проволока может быть трубчатой и более сложной конфигурации и иметь диаметр от 1,2—3,6 мм. Более сложная конфигурация порошковой проволоки выполняется с целью увеличения производительности процесса сварки. Защита расплавляемого металла в зоне сварки достигается расплавлением шлакообразующих составляющих и диссоциацией газообразующих составляющих шихты сердечника проволоки. В настоящее время наибольшее распространение получили порошковые проволоки для сварки в защитном газе и самозащитные порошковые проволоки, т.е проволоки, используемые для сварки без дополнительной защиты. |
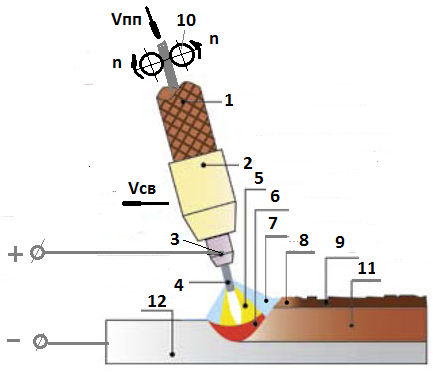
Схема механизированной дуговой сварки самозащитной порошковой проволокой (рис. 58С, б) |
Рис. 58С, б. Схема механизированной дуговой сварки самозащитной порошковой проволокой
1 – полуавтомат для дуговой сварки; 2 – изолятор корпуса полуавтомата; 3 – токоподвод; 4 – порошковая проволока; 5 – сварочная дуга; 6 – сварочная ванна; 7 – защитная атмосфера; 8 – жидкий шлак; 9 – застывший шлак; 10 – механизм подачи проволоки; 11- сварной шов; 12 – основной (свариваемый) металл; Vпп – скорость подачи проволоки; Vсв – скорость сварки Полуавтомат для дуговой сварки - аппарат для механизированной дуговой сварки, включающий горелку и механизм подачи проволоки с ручным перемещением горелки. Электрическая дуга возбуждается между металлической оболочкой порошковой проволоки 4 и основным металлом 12 . За счет теплоты, выделяемой в дуге 5, плавятся оболочка и сердечник проволоки. Расплавившийся металл оболочки и сердечника образует на торце проволоки капли расплавленного металла, которые растут и переносятся в сварочную ванну 6 . При расплавлении минералов, руд и химикатов, входящих в состав сердечника, образуется газ 7 и жидкий шлак 8, покрывающий тонким слоем сварочную ванну, которые защищают расплавленный металл сварочной ванны от взаимодействия с атмосферой. Проволока по мере плавления подается в зону сварки со скорость Vпп с помощью механизма 10. Перемещение горелки относительно свариваемого изделия со скорость Vсв выполняется вручную. При удалении дуги жидкий металл сварочной ванны кристаллизуется, образуя сварной шов 11 , покрытый слоем затвердевшего шлака 9. Сварка, как правило, выполняется на постоянном токе обратной полярности. В ряде случаев для обеспечения дополнительной защиты зоны сварки используется углекислый газ. Особенностью сварки порошковыми проволоками является малая глубина проплавления основного металла. ОСНОВНЫЕ РЕЖИМЫ СВАРКИ
Основными режимами механизированной дуговой сварки самозащитной порошковой проволокой являются: величина сварочного тока, род и полярность тока, напряжение на дуге, скорость сварки Vсв, диаметр электродной проволоки, тип порошковой проволоки, скорость подачи проволоки Vпп. При использовании дополнительной защиты зоны сварки - расход углекислого газа. |