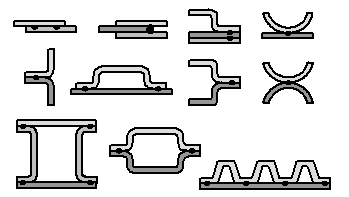
Основные типы соединений, получаемых точечной контактной сваркой (рис. 73с)
Рис. 73С. Основные типы соединений, получаемых точечной контактной сваркой |
Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Высокий КПД. 2. Высокая производительность. 3. Высокий уровень механизации. 4. Малый расход вспомогательных материалов. 5.Незначительное влияния субъективного фактора (качество сварного соединений зависит не от квалификации сварщика, а от настройки машины). 6.Хорошие гигиенические условия технологического процесса. 7. Не требуется высокая квалификация сварщика. |
1. Ограниченная номенклатура видов сварных соединений (только листовые нахлесточные соединения). 2. Ограниченный диапазон толщин свариваемых элементов. 3. Ширина изделий ограничивается вылетом консоли, на которой крепится электрод. 4. Получение только негерметичных сварных соединений 5. Дорогостоящее и энергоемкое оборудование. |
Область применения. Вагоностроение, самолетостроение, приборостроение, судостроение, сельхозмашиностроение, строительство. Точечная сварка незаменима при изготовлении кузовов легковых автомобилей, кабин тракторов и грузовых автомобилей. |
|
Шовная контактная сварка (рис. 74с)
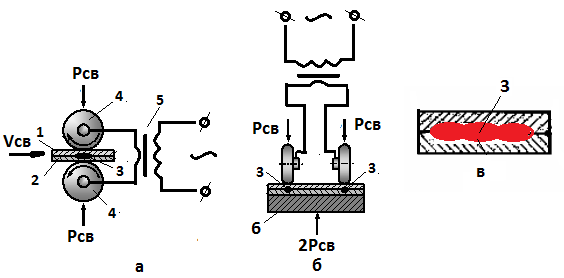
Шовная сварка - контактная сварка, при которой усилие сжатия прикладывается непрерывно, ток течет непрерывно или прерывисто, детали располагаются между роликовыми электродами или роликовыми электродами и электродом-оправкой, в результате чего образуется ряд отдельных сварных точек, которые часто перекрывают друг друга. |
|
Рис. 74С. Схема шовной сварки внахлестку а – двусторонняя шовная сварка внахлестку; б – односторонняя шовная сварка внахлестку; в – сварной шов, полученный шовной сваркой внахлестку
При шовной сварке заготовки свариваются по определённым линиям на поверхности взаимного соприкосновения. Для осуществления этой сварки используют электроды в виде плоских роликов, которые могут вращаться, обеспечивая перемещение поверхностей свариваемых заготовок аналогично прокатным валкам. В процессе шовной сварки листовые заготовки 1 и 2 (рис. 74С, а и б) соединяются внахлёстку и зажимаются между медными роликовыми электродами 4 усилием Рсж. После этого, от понижающего сварочного трансформатора 5 на электроды 4 подается переменный сварочный ток Iсв. Затем включается вращение роликов. При движении роликов заготовки под действием сил трения протаскиваются между ними со скоростью сварки Vсв. В результате непрерывного перемещения заготовок между роликами, находящимися под током, образуется сварной шов нужной длины. При сварке с перекрытием точек шов 3 будет герметичным (рис. 74С, в), а при сварке без перекрытия шов практически не отличается от ряда точек, полученных при точечной сварке. Так же как и точечную, шовную сварку можно выполнять при двустороннем (рис. 74С, а) и одностороннем (рис. 74С, б) расположении электродов. Различают две основных разновидности шовной сварки: 1. С непрерывным включением сварочного тока и непрерывным движением заготовок (рис. 75С). 2. С прерывистым включением сварочного тока и непрерывным перемещением заготовок (рис. 76С). |
|
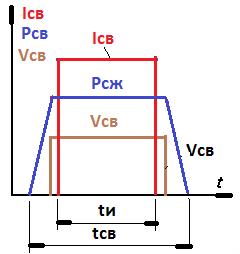
Рис. 75С. Циклограмма шовной контактной сварки с непрерывным включением сварочного тока и непрерывным движением заготовок |
Рсв – сварочное усилие (давление); Рсж – усилие (давление) сжатия свариваемых элементов; Iсв – сварочный ток; Vсв – скорость сварки; tи – время протекания сварочного тока (время импульса сварочного тока); tсв – время сварки Цикл предназначен для сварки коротких швов, а также металлов и сплавов не склонных к перегреву
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ
Основными режимами шовной контактной сварки с непрерывным включением сварочного тока и непрерывным движением заготовок являются: плотность тока (величина тока сварки); давление сжатия свариваемых элементов; время протекания сварочного тока (время импульса сварочного тока); скорость сварки |
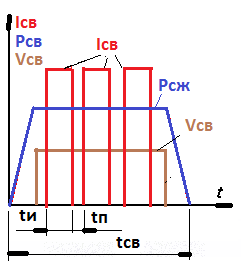
Рис. 76С. Циклограмма шовной контактной сварки с прерывистым включением сварочного тока и непрерывным движением заготовок |
Рсв – сварочное усилие (давление); Рсж – усилие (давление) сжатия свариваемых элементов; Iсв – сварочный ток; Vсв – скорость сварки; tи – время протекания сварочного тока (время импульса сварочного тока); tп – время отключения сварочного тока (время паузы); tсв – время сварки Цикл предназначен для сварки длинных швов, а также металлов и сплавов, склонных к перегреву. Во время отключения сварочного тока (время паузы) свариваемые заготовки и ролики сварочной машины охлаждаются, что предотвращает их перегрев.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами шовной контактной сварки с прерывистым включением сварочного тока и непрерывным движением заготовок являются: плотность тока (величина тока сварки); давление сжатия свариваемых элементов; время протекания сварочного тока (время импульса сварочного тока); время отключения сварочного тока (время паузы); скорость сварки |