Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Высокие скорости сварки (до 2 м/с и более). 2. Возможность изготовления труб из сталей, цветных металлов и сплавов 3. Значительное уменьшение удельного расхода электроэнергии на одну тонну готовых труб. 4. Возможность использования одного и того же сварочного оборудования для сварки различных металлов, изменяя при этом лишь электрические и скоростные параметры процесса. 5. Не требуется высокая квалификация сварщика. |
1. Ограниченный срок службы скользящих контактов при кондукционной схеме токоподвода. |
Область применения Сварка труб |
|
2. Сварка аккумулированной энергией Конденсаторная сварка
Конденсаторная сварка - вид сварки давлением, при котором сварка выполняется аккумулированной энергией. Энергия накапливается в конденсаторах при их зарядке от источника постоянного напряжения (выпрямителя В), а затем в процессе разряда преобразуется в теплоту, используемую для сварки. Эта теплота выделяется в контакте между соединяемыми заготовками при протекании тока, поэтому конденсаторную сварку можно отнести к способам контактной сварки. Существуют два способа конденсаторной сварки: бестрансформаторная, при которой конденсатор разряжается непосредственно на свариваемые заготовки (рис. 79С), и трансформаторная, при которой конденсатор разряжается на первичную обмотку сварочного трансформатора, ко вторичной обмотке которого подключены электроды, воздействующие на свариваемые заготовки (рис. 80С). |
|
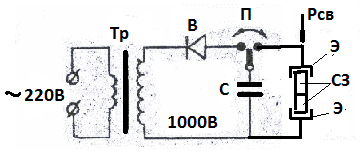
Рис. 79С. Схема бестрансформаторной конденсаторной сварки В левом положении переключателя П конденсатор С заряжается от источника постоянного тока В (выпрямитель), подключенного во вторичную обмотку повышающего трансформатора Тр.. При переводе переключателя П в правое положение происходит разряд конденсатора С на электроды сварочной машины Э. Сварочный ток Iсв обеспечивает сварку заготовок СЗ, предварительно сжатых усилием Рсж. Бестрансформаторная сварка используется в основном для стыковой сварки. Циклограмма бестрансформаторной конденсаторной сварки представлена на рис. 81С.
|
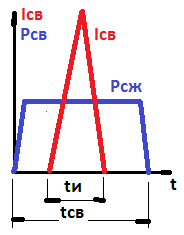
Рис. 81С. Циклограмма конденсаторной сварки Iсв – ток сварки; tсв – время сварки; Рсв – сварочное усилие (давление); Рсж – усилие (давления) сжатия свариваемых элементов; tи – время импульса сварочного тока (время разряда конденсатора). tи = 0,005 – 0,6с для бестрансформаторной сварки; tи = 0,001 – 0,01с для трансформаторной сварки
|
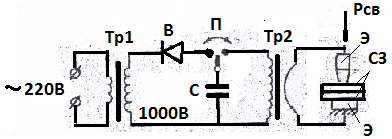
Рис. 80С. Схема трансформаторной конденсаторной сварки В левом положении переключателя П конденсатор С заряжается от источника постоянного тока В (выпрямитель), подключенного во вторичную обмотку повышающего трансформатора Тр1.. При переводе переключателя П в правое положение происходит разряд конденсатора С на первичную обмотку понижающего сварочного трансформатора Тр2. При этом, во вторичной обмотке трансформатора, связанной с электродами сварочной машины Э индуктируется сварочный ток Iсв большой силы, обеспечивающий сварку предварительно сжатых усилием Рсж свариваемых заготовок СЗ. Трансформаторная конденсаторная сварка предназначена в основном для точечной или шовной сварки, но может быть использована и для стыковой. Циклограмма трансформаторной конденсаторной сварки представлена на рис. 81С. |
|
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами конденсаторной сварки являются плотность тока (величина тока сварки); давление сжатия свариваемых элементов; время разряда конденсатора (время импульса сварочного тока) |
|