

5. Сварка прокаткой (рис. 85с)
Сварка прокаткой - сварка давлением, при которой сжимающая сила, прикладываемая к нагретым или холодным заготовкам, создается прокатными валками. |
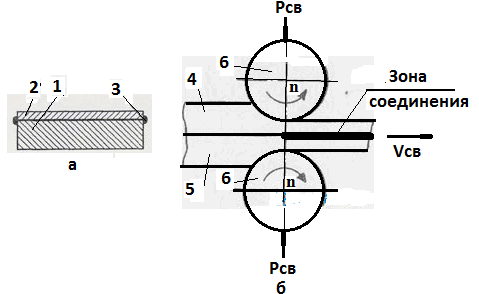
Рис. 85С. Исходная заготовка для сварки биметалла прокаткой (а) и схема сварки прокаткой (б) Сварка прокаткой, как правило, применяется для получения биметаллических (многослойных) изделий. Такие изделия состоят из основы 1 (основной металл), обеспечивающей необходимую конструкционную прочность, и рабочего (плакирующего) слоя 2 с особыми свойствами (жаростойкость, жаропрочность, коррозионная стойкость и т.д.) (рис. 85С, а).
Горячую сварку прокаткой выполняют с предварительным нагревом пакетов в специальных нагревательных печах. Для уменьшения степени окисления поверхностей заготовок перед нагревом пакеты герметизируют сварным швом 3 по периметру (рис. 85С, а), а в ряде случаев сварку прокаткой производят в защитной атмосфере (вакууме или инертном газе).
Холодную сварку прокаткой применяют для получения двух- или трехслойных биметаллов, состоящих из стальной основы и плакирующих слоев из цветных металлов, например сталь + медь, сталь + латунь, медь + алюминий, алюминий + титан, алюминий + сталь + алюминий.
Сварка прокаткой выполняется следующим образом (рис. 85С, б). Поверхности соединяемых слоев перед сваркой тщательно зачищают. Пакет, состоящий из слоев 4 и 5, помещается между валками прокатного стана 6. К валкам прикладывается усилие Рсв и ролики приводятся во вращение, сообщая свариваемым заготовкам заданную скорость перемещения Vсв. Соединение компонентов биметалла происходит при их совместной горячей или холодной пластической деформации.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами сварки прокаткой являются: усилие (давление) прокатки, скорость прокатки, температура прокатки. |
Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Отсутствие необходимости в присадочном материале. 2. Минимальные температурные деформации. 3. Отсутствие структурных изменений, вызванных высокой температурой нагрева. 4. Хорошие гигиенические условия технологического процесса. 5. Не требуется высокая квалификация сварщика. |
1. Ограниченная номенклатура видов сварных соединений (как правило нахлесточные соединения). 2. Ограниченный диапазон толщин свариваемых элементов. 3. Для получения качественного соединения слоев в биметалле требуются значительная деформация и чистота соединяемых поверхностей. |
Область применения. Производство биметаллов в форме листов, полос, лент, фасонных профилей |
|
I I . I I. МЕХАНИЧЕСКИЙ КЛАСС (сварка в твердом состоянии или сварка давлением без нагрева): ультразвуковая сварка; сварка трением; сварка взрывом; холодная сварка.