Преимущества, недостатки, область применения.
Преимущества.
|
Недостатки.
|
1. Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами). 2. Надежная защита зоны сварки от влияния атмосферы.. 3. Минимальная чувствительность к образованию оксидов. 4. Отсутствие шлаковой корки и, следовательно, исключение операции очистки от шлака ранее сваренного шва перед укладкой последующего при сварке многопроходных швов. 5. Практическое исключение в сварном шве неметаллических включений (т.к. защита только газовая). 6.Возможность сварки во всех пространственных положениях. 7. Возможность визуального контроля формирования шва. |
1. Чувствительность к сквозняку, ветру, которые могут выдувать защитные газы из зоны сварки 2. Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%). 3. Мощное излучение дуги. 4. Ограничение по сварочному току (сварка возможна только на постоянном токе). 5. Дороговизна инертных газов, т.е. высокая стоимость сварки. 6. Высокая скорость охлаждения сварного соединения (охлаждение изделия защитным газом). 7. Требуется хорошая вентиляция. 8. Сварка в CO2 возможна в основном для углеродистых и низколегированных сталей. |
Область применения. Практически все отрасли машиностроения; в строительстве на монтаже крупногабаритных конструкций; автоматическая сварка неповоротных стыков трубопроводов большого диаметра. |
|
3.2. Дуговая сварка в защитном газе неплавящимся вольфрамовым (w) электродом (рис. 57с)
Дуговая сварка в защитном газе неплавящимся электродом может быть автоматической, механизированной и ручной. |
||
а |
б |
|
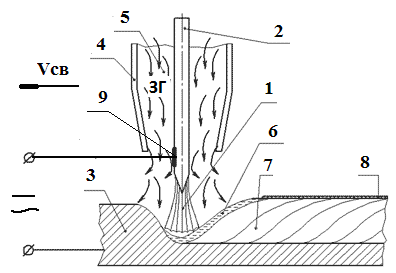
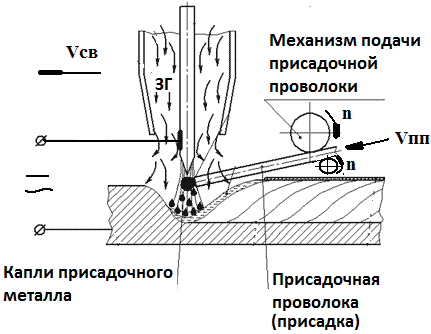
Рис. 57С. Схема дуговой сварки в защитном газе неплавящимся вольфрамовым (W) электродом а – без присадки (может быть ручной и автоматической); б –с присадочной проволокой (с присадкой) (может быть ручной, механизированной и автоматической). Vсв – скорость сварки; Vпп – скорость подачи присадочной проволоки При дуговой сварке в защитном газе неплавящимся электродом (рис. 57С, а) источником теплоты является сварочная дуга 1, горящая между неплавящимся электродом 2 и изделием 3. В зону сварки через сопло 4 подаётся защитный газ 5 (ЗГ), защищающий металл сварочной ванны 6 и нагретый участок сварного шва 7 от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов 7 на поверхности которого находится тонкий слой шлака 8. В состав шва входит только основной металл. Ток от источника питания к электроду подается с помощью токоподвода 9. Сварка может выполняться как на переменном, так и на постоянном токе. Неплавящийся электрод изготавливается из тугоплавкого материала - вольфрама. В качестве защитного газа при сварке вольфрамовым электродом применяются только инертные газы или их смеси - аргон, гелий, смесь аргона и гелия. Активный газ СО2 применять нельзя, т.к. образующийся при диссоциации СО2 в области высоких температур кислород окисляет вольфрамовый электрод, что приводит к его выгоранию. При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла (рис. 57С, б). При сварке с присадкой в состав сварного шва входит основной металл и металл присадочной проволоки.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ
|
||
Сварка без присадки (рис. 57С, а) |
Сварки с присадкой (рис. 57С, б) |
|
величина сварочного тока, род и полярность тока, напряжение на дуге, расход защитного газа, скорость сварки Vсв, диаметр вольфрамового электрода. |
величина сварочного тока, род и полярность тока, напряжение на дуге, расход защитного газа, скорость сварки Vсв, диаметр вольфрамового электрода, диаметр присадочной проволоки, скорость подачи присадочной проволоки Vпп. |
|