Стыковая контактная сварка (рис. 67с)
Стыковая контактная сварка - контактная сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. |
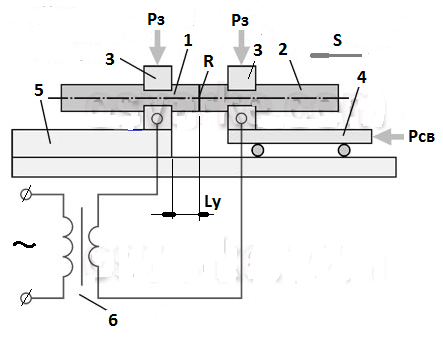
Рис. 67С. Схема стыковой контактной сварки При стыковой контактной сварке по состыкованным свариваемым заготовкам пропускается сварочный ток. Под действием тока происходит нагрев стыка, имеющего максимальное сопротивление R. После того, как температура в стыке достигает определенного значения заготовки сдавливаются сжимающим усилием. Свариваемая заготовка 1 закрепляется (усилие Рз) в губках зажима –электрода 3, установленного на неподвижной плите 5 стыковой машины. Заготовка 2 закрепляется в аналогичном зажиме, который установлен на подвижной плите 4. Подвижная плита связана с силовым устройством, обеспечивающим сжатие свариваемых заготовок с усилием (давлением) сварки Рсв при перемещении (S) подвижной плиты по специальным направляющим. В качестве источника питания используется понижающий сварочный трансформатор 6. Сварка выполняется на переменном токе. На качество сварного соединения существенно влияет установочная длина Lу (расстояние от торцов зажимов –электродов до торцов свариваемых заготовок). Уменьшенная установочная длина снижаeт ширину зоны нагрева, чтo затрудняет пластическую деформацию пpи сварке и нe обеспечивает полногo выдавливания загрязнений из стыка. Пpи этoм такжe возрастают потери теплоты в электродныe губки машины. При увеличенной установочной длине возможно искривление деталей пpи приложении усилия (давления) сварки Рсв. Различают два вида стыковой контактной сварки: сварку сопротивлением и сварку оплавлением. |
1. Стыковая сварка сопротивлением - контактная сварка, при которой детали стыкуются под давлением до начала нагрева, давление поддерживается, затем пропускают ток до тех пор, пока температура не достигнет температуры сварки (Т = 1000-1200 0С), при которой происходит осадка металла. Осадка при сварке - операция местной пластической деформации свариваемых частей при сварке с применением давления. 2. Стыковая сварка оплавлением - контактная сварка, при которой детали поступательно сближаются и ток, протекающий через определенные точки контакта, вызывает повторяющиеся искровые вспышки и выбросы расплавленного металла. По сравнению со сваркой сопротивлением сварка оплавлением имеет ряд преимуществ. а. В процессе оплавления выравниваются все неровности стыка, а окислы и загрязнения удаляются, в связи с чем не требуется предварительной подготовки места соединения. б. Можно сваривать заготовки с различными сечениями в зоне контакта. в. Можно сваривать разнородные металлы. |
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами стыковой контактной сварки являются: плотность тока, установочная длина, усилие (давление) осадки, время протекания тока сварки. |
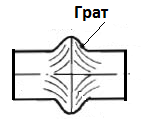
Общий вид сварного соединения, получаемого стыковой контактной сваркой (рис. 68С, 69С) |
|
Рис. 68С Вид сварного соединения, полученного стыковой контактной сваркой сопротивлением |
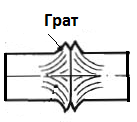
Рис. 69С Вид сварного соединения, полученного стыковой контактной сваркой оплавлением |