

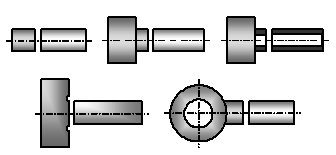
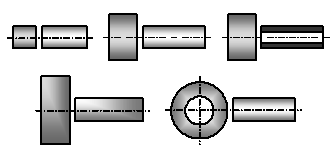
Типы сварных соединений, выполняемых стыковой контактной сваркой (рис. 70с, 71с)
Рис. 70С. Типы сварных соединений, выполняемых стыковой контактной сваркой сопротивлением |
Стыковой контактной сваркой сопротивлением можно сваривать сечения с одинаковыми размерами и формой в зоне контакта, т.к. в противном случае нагрев стыка будет неравномерным. |
Рис. 71С. Типы сварных соединений, выполняемых стыковой контактной сваркой оплавлением |
Стыковой контактной сваркой оплавлением можно сваривать как сечения, характерные для стыковой сварки сопротивлением, так и сечения с различными размерами и формой в зоне контакта, |
Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Высокий КПД. 2. Высокая производительность. 3. Высокий уровень механизации. 4. Малый расход вспомогательных материалов. 5.Незначительное влияния субъективного фактора (качество сварного соединений зависит не от квалификации сварщика, а от настройки машины). 6.Хорошие гигиенические условия технологического процесса. 5. Не требуется высокая квалификация сварщика. |
1. Ограниченная номенклатура видов сварных соединений (в основном стыковые соединения). 2. Дорогостоящее и энергоемкое оборудование. |
Область применения. Приборостроение, энергомашиностроение, строительство. |
|
Точечная контактная сварка (рис. 72с)
Точечная контактная сварка - контактная сварка, при которой шов получается в точке между деталями, расположенными между электродами, причем площадь сварной точки в контакте деталь-деталь приблизительно равна площади контактной поверхности электродов. Сварная точка - элемент точечного шва, представляющий собой в плане круг или эллипс. Ядро точки - зона сварной точки, металл которой подвергался расплавлению. Точечный шов - сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
Рис. 72С. Схема точечной контактной сварки а – двусторонняя контактная точечная сварка; б – односторонняя контактная точечная сварка; в – циклограмма точечной контактной сварки. Iсв – ток сварки; Рсв – сварочное усилие (давление); Рсж – услие (давление) сжатия свариваемых элементов; Рп – усилие проковки; tи – время протекания сварочного тока (время импульса сварочного тока); tсв – время сварки. При точечной контактной сварке заготовки свариваются в отдельных точках поверхности взаимного соприкосновения. Для точечной сварки заготовки 1 и 2 собираются внахлёстку и сжимаются усилием (давлением) Рсж между двумя медными электродами 4. Затем, к свариваемым заготовкам от понижающего сварочного трансформатора 5 подается переменный сварочный ток (рис. 72С, а и в). Соприкасающиеся с хорошо проводящими ток медными электродами 4 зоны поверхностей свариваемых заготовок нагреваются медленнее соответствующих зон внутреннего соприкосновения заготовок друг с другом, имеющих большее сопротивление. Нагрев продолжается до расплавления зон внутреннего контакта, через которые проходит ток, и образования ядра точки. После этого ток выключается. Усилие сжатия Рсж после выключения тока либо остается неизменным, либо увеличивается до значения Рп (усилие проковки точки). Проковка точки с усилием сжатия Рп предотвращает появление трещин и раковин (пор). После небольшой выдержки в условиях сжатия давление снимается. В результате образуется литая сварная точка 3. Различают двустороннюю (рис. 72С, а) и одностороннюю (рис. 72С, б) точечную контактную сварку. При односторонней точечной сварке (рис. 72С, б) ток распределяется между верхней 1 (I) и нижней 2 (Iсв) заготовками, причём нагрев осуществляется частью тока, протекающей через нижнюю заготовку 2. Для увеличения этой части тока (Iсв) предусмотрена хорошо проводящая электричество медная подкладка 6. Односторонней сваркой можно соединять заготовки одновременно в двух и более точках, но число заготовок не может быть больше двух. В массовом производстве, например, в автомобильной промышленности, для односторонней сварки используют многоточечные машины, которые могут иметь до 100 пар электродов и одновременно сваривать 200 точек.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами точечной контактной сварки являются: плотность тока (величина тока сварки); усилие (давление) сжатия свариваемых элементов; время протекания сварочного тока; время сварки.
|
