Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Быстрота процесса. 2. Сварной шов имеет более высокую прочность по сравнению со свариваемым металлом, так как во время сварки подвергается упрочнению. 3. Отсутствие необходимости в присадочном материале. |
1. Сварка взрывом является опасным процессом, требующим специального полигона вне населенного пункта, хранение взрывчатых веществ требует особых условий безопасности |
Область применения. Сварка взрывом применяется при изготовлении биметаллов, плакирования (т.е. нанесения на поверхность основного материала тонкого слоя другого материала) поверхностей конструкционных сталей металлами и сплавами с особыми свойствами, при сварке разнородных материалов. |
|
4.Холодная сварка
Холодная сварка- сварка давлением, при которой используют только длительное давление, вызывающее значительную пластическую деформацию. Физическая сущность процесса заключается в том, что при сдавливании заготовок в месте соединения происходит совместная пластическая деформация, приводящая к разрушению окисных плёнок, которые удаляются из зоны контакта пластическим течением металла, после чего происходит прочное соединение очищенных поверхностей вследствие протекания диффузии и образования металлических связей Холодной сваркой получают стыковые и нахлесточные соединения, выполняемые точечной, стыковой и шовной сваркой, но без подведения электрического тока (без нагрева) и при значительно большей пластической деформации. |
Точечная холодная сварка (рис. 90С) |
Рсв
2
1
б
3
Рсв
а
Рис. 90С. Схема точечной холодной сварки При точечной холодной сварке (рис. 90С, а) заготовки 1, с предварительно зачищенными и обезжиренными поверхностями в месте соединения, помещают между пуансонами 2 и 3, имеющими рабочие выступы, высота которых составляет 0,7…0,8 толщины свариваемого металла. Затем к пуансонам прикладывается сжимающая сила Рсв, обеспечивающая полное проникновение рабочих выступов в свариваемые заготовки (т.е. до соприкосновения с заготовкой расширенных ограничительных торцов пуансонов). При необходимости свариваемые точки могут иметь различную форму, определяемую соответствующей формой рабочих выступов пуансонов (рис. 90С, б). |
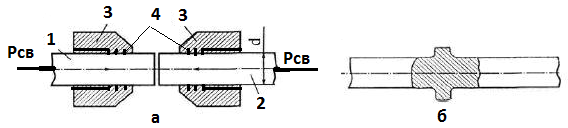
Стыковая холодная сварка (рис. 91С) |
Рис. 91С. Схема стыковой холодной сварки а – положение перед сваркой; б – сварное соединение; 1, 2 – свариваемые детали; 3 – пуансоны; 4 – насечки; d – диаметр свариваемых заготовок; Рсв – сжимающее усилие (давление) При стыковой холодной сварке (рис. 91С, а) заготовки 1и 2, с предварительно зачищенными и обезжиренными поверхностями в месте соединения, зажимаются в пуансонах 3, имеющими насечки 4 на внутренних поверхностях в местах контакта со свариваемыми заготовками. Эти насечки предотвращают смещение заготовок в зажимах при приложении сварочного усилия (давления) Рсв. К пуансонам прикладывается сжимающая сила Рсв, под действием которой происходит образование сварного соединения (рис. 91С, б) |
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами холодной сварки являются: сварочное усилие (давление); скорость деформирования свариваемых заготовок; время сварки. |