

Преимущества, недостатки, область применения.
Преимущества.
|
Недостатки.
|
1. Возможность выполнения прямолинейных и криволинейных швов в любых пространственных положениях. 2. Возможность выполнения швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. 3. Простота, дешевизна и транспортабельность оборудования. 4. Сравнительно быстрый переход от одного свариваемого материала к другому. 5. Возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов. 6. Возможность визуального контроля за формированием сварного шва. |
1. Влияние на качество сварки субъективного фактора. 2. Сварка коротких швов из-за ограниченной длины электрода. 3. Для предотвращения образования шлаковых включений в многопроходных швах необходимо очищать от шлака ранее сваренный шов перед укладкой последующего. 4. Низкая производительность из-за невозможности применения больших сварочных токов и затрат времени на смену электрода. 5. Вредные условия процесса сварки
|
Область применения. В промышленности – единичное производство (опытное, ремонтное), в строительстве – монтажное производство. |
|
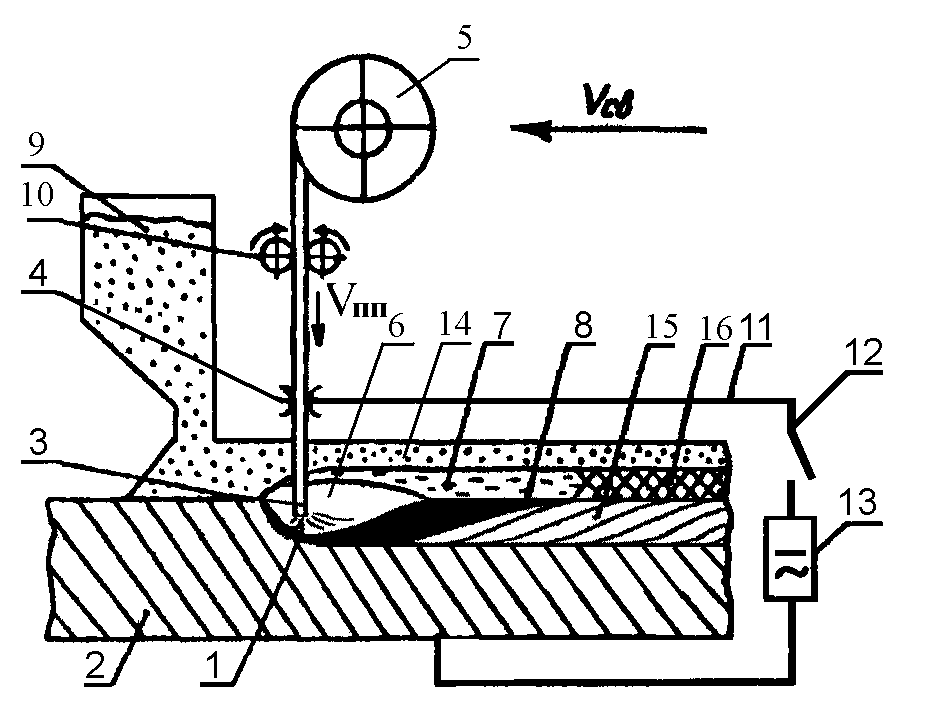
Автоматическая дуговая сварка под флюсом проволочным электродом (электродной проволокой) (рис. 55с)
Автоматическая дуговая сварка - дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе. |
Рис. 55С Схема дуговой сварки под флюсом проволочным электродом. |
При дуговой сварке под флюсом проволочным электродом источником теплоты является сварочная дуга 1. Для сварки используют непокрытую электродную проволоку и флюс, который защищает дугу, сварочную ванну и сварной шов от влияния атмосферы. Сварочная дуга 1 горит между свариваемыми заготовками 2 (основной металл) и концом электродной проволоки 3 (электродный металл). Сварочный ток к проволоке подводится через скользящий токоподвод 4 по электрической цепи 11 от источника переменного (~) или постоянного (–) тока 13 при замыкании контактора 12. Зона сварки закрыта высыпающимся из бункера 9 мелкозернистым флюсом 14, образующим на поверхности свариваемого металла слой толщиной 30…80 мм и шириной 40…100 мм. Под влиянием теплоты дуги электродная проволока плавится и по мере расплавления подаётся в зону сварки из кассеты 5 роликами 10 подающего механизма с постоянной скоростью Vпп . Кроме того, дуга расплавляет основной металл и часть флюса, находящегося в зоне дуги. В области горения дуги образуется полость 6, изолированная от окружающей среды. Капли расплавленной электродной проволоки, расплавленный основной металл и расплавленный флюс (жидкий шлак) смешиваются и образуют сварочную ванну 8. Расплавленный флюс 7 вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла и покрывает его плотным слоем. Электродная проволока вместе с дугой перемещается в направлении сварки (Vсв). Капли плавящейся электродной проволоки и жидкий металл сварочной ванны под силовым воздействием дуги отталкиваются в сторону, противоположную движению дуги. По мере удаления дуги металл сварочной ванны начинает охлаждаться, а затем затвердевает, образуя сварной шов 15. Затвердевший шлак образует на поверхности шва шлаковую корку 16. После прекращения сварки и охлаждения металла шлаковая корка удаляется с поверхности шва. Нерасплавленный в процессе сварки избыточный флюс убирается и используется в дальнейшем при последующей сварке. ОСНОВНЫЕ РЕЖИМЫ СВАРКИ
Основными параметрами режима дуговой сварки под флюсом проволочным электродом являются: диаметр электродной (сварочной) проволоки, величина сварочного тока, напряжение на дуге, скорость сварки Vсв, скорость подачи электродной проволоки Vпп. Дополнительными параметрами являются: род и полярность тока (при постоянном токе), толщина слоя флюса.
|
Сварочные материалы. Сварочными материалами при дуговой сварке под флюсом проволочными электродами являются электродная проволока и флюс для дуговой сварки. Электродная проволока - сварочная проволока для использования в качестве плавящегося электрода. Электродная проволока может иметь химический состав близкий к составу свариваемого металла или существенно отличающийся от него за счет дополнительно введенных легирующих элементов, что позволяет легировать этими элементами металл шва. Для сварки применяют специально выплавленную проволоку обозначенную индексом Св. Например, Св-08 означает: сварочная проволока, содержащая 0,08% углерода. Проволоку заправляют в кассеты. Длина заправленного куска может достигать десятков и сотен метров. Флюс для дуговой сварки - сварочный флюс, защищающий дугу и сварочную ванну от вредного воздействия окружающей среды и осуществляющий металлургическую обработку ванны. |