Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Точная дозировка количества энергии. 2.Малое время протекания тока (порядка десятитысячных долей секунды) при его высокой плотности, что обеспечивает небольшую зону термического влияния и позволяет сваривать разнообразные стали, тугоплавкие металлы и разнородные материалы, а также материалы малых толщин (порядка 0,001 мм). 3.Невысокая потребляемая мощность 4.Хорошие гигиенические условия технологического процесса. 5. Не требуется высокая квалификация сварщика. |
1. Ограниченный диапазон толщин свариваемых элементов. 2. Дорогостоящее оборудование. |
Область применения. Производство электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, элементов полупроводников и электронных схем |
|
3. Диффузионная сварка (рис. 82с)
Диффузионная сварка - сварка давлением, при которой детали контактируют при установленном непрерывном давлении и нагреваются в области контакта или во всем объеме при установленной температуре в течении установленного времени. |
|
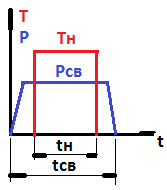
Рис. 82С. Схема диффузионной сварки При диффузионной сварке сварное соединение образуется в результате взаимной диффузии атомов в поверхностных слоях контактирующих материалов, находящихся в твердом состоянии. Свариваемые заготовки 6 с тщательно зачищенными свариваемыми поверхностями помещаются на стол 4, находящийся в водоохлаждаемой рабочей камере 3. В рабочей камере создается разрежение 10‾5мм рт. ст. в результате откачки атмосферного воздуха вакуумным насосом Вн. Для повышения пластичности и ускорения процесса диффузии свариваемые заготовки 6 нагреваются до температуры Тн = 600 — 800°С нагревательным устройством 5 и к ним, с помощью штока 2 пневмо- или гидроцилиндра 1, прикладывается небольшое сдавливающее усилие Рсв. Продолжительность процесса сварки составляет около 5мин. В результате нагрева свариваемых деталей в вакууме происходит интенсивное очищение поверхностей от окислов и органических загрязнений. Сварные швы, полученные в результате диффузионной сварки, обладают высоким качеством и не имеют внутренних напряжений. Циклограмма процесса диффузионной сварки представлена на рис. 83С. |
Рис. 83С. Циклограмма диффузионной сварки Тн – температура нагрева; Рсв – сварочное усилие (давление); tн – время нагрева свариваемых элементов; tсв – время сварки. |
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами диффузионной сварки являются: температура нагрева свариваемых элементов; время нагрева свариваемых элементов; сварочное усилие (давление); время сварки. |
|