Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Высокий КПД. 2. Высокая производительность. 3. Высокий уровень механизации. 4. Малый расход вспомогательных материалов. 5.Незначительное влияния субъективного фактора (качество сварного соединений зависит не от квалификации сварщика, а от настройки машины). 6. Высокая герметичность сварных соединений. 7.Хорошие гигиенические условия технологического процесса. 8. Не требуется высокая квалификация сварщика. |
1. Ограниченная номенклатура видов сварных соединений (как правило листовые нахлесточные соединения, редко- стыковые). 2. Ограниченный диапазон толщин свариваемых элементов. 3. Ширина изделий ограничивается вылетом консоли, на которой крепится электрод. 4. Дорогостоящее и энергоемкое оборудование. |
Область применения. Шовная сварка применяется в массовом производстве при изготовлении герметичных соединений (топливные баки и другие сосуды из сталей и цветных металлов, а также из стальных листов с покрытием (оцинкованные, луженые, освинцованные и др.)). |
|
1.3. Высокочастотная (радиочастотная) сварка (рис. 77с, 78с)
Высокочастотная сварка - контактная сварка, при которой переменный ток частотой не менее 10 кГц подается через механические контакты или наводится в детали и вызывает нагрев для сварки. Индукционная сварка - сварка давлением, при которой нагрев происходит наведенным электрическим током Применение высокочастотного тока (10 - 450кГц) позволяет получить более высокую концентрацию энергии, чем при дуговой сварке и других видах контактной сварки. При высокочастотной сварке заготовки нагреваются двумя способами: 1. Вихревыми токами, наводимыми в свариваемом изделии магнитным полем близко расположенного к изделию индуктора, подключенного к генератору тока высокой частоты (индукционная схема токоподвода рис. 77С). 2. Протекаемым по свариваемому изделию током в том случае, когда изделие включено непосредственно в цепь высокочастотного генератора (кондукционная схема токоподвода рис. 78С). |
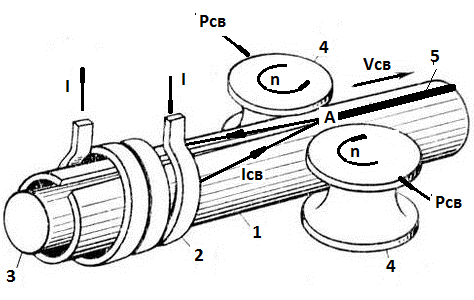
Рис. 77С. Индукционная схема токоподвода Трубная заготовка 1, имеющая зазор между кромками, помещается внутрь кольцевого индуктора 2 и зажимается в обжимных валках 4 с усилием Рсв. Под действием усилия сжатия зазор между кромками приобретает V-образную форму с вершиной в точке А, где обеспечивается контакт кромок. Валки 4 приводятся во вращение и перемещают исходную заготовку со скоростью Vсв. Ток I, поступающий от высокочастотного генератора, создает в индукторе магнитное поле, которое наводит в металле свариваемой заготовки электрический ток Iсв. Сварочный ток Iсв, проходя по периметру заготовки и встречая зазор между свариваемыми кромками, отклоняется к точке схождения кромок А (вершина V-образного зазора). В точке А создается максимальная концентрация энергии, что обеспечивает быстрый нагрев металла до температуры термопластического состояния (температура, при которой обеспечивается необходимая пластичность металла). Наличие ферритового сердечника 3 способствует большей концентрации энергии в кромках заготовки и тем самым уменьшает ширину зоны их разогрева. Обжимные ролики 4, одновременно с перемещением свариваемого изделия со скоростью сварки Vсв, обеспечивают сжатие нагретых кромок заготовки с усилием Рсв, что способствует формирование сварного шва 5 и образованию сварного соединения. |
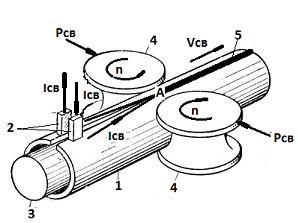
Рис. 78С. Кондукционная схема токоподвода Трубная заготовка, имеющая зазор между кромками, зажимается в обжимных валках 4 с усилием Рсв. Под действием усилия сжатия зазор между кромками приобретает V-образную форму с вершиной в точке А, где обеспечивается контакт кромок. Валки 4 приводятся во вращение и перемещают исходную заготовку со скоростью Vсв. Ток Iсв, поступающий от высокочастотного генератора, подводится к кромкам свариваемого изделия через скользящие токоподводящие контакты 2. Проходя по периметру заготовки и встречая зазор между свариваемыми кромками, ток отклоняется к точке схождения кромок А (вершина V-образного зазора). В точке А создается максимальная концентрация энергии, что обеспечивает быстрый нагрев металла до температуры термопластического состояния (температура, при которой обеспечивается необходимая пластичность металла). Наличие ферритового сердечника 3 способствует большей концентрации энергии в кромках заготовки и тем самым уменьшает ширину зоны их разогрева. Обжимные ролики 4, одновременно с перемещением свариваемого изделия со скоростью сварки Vсв, обеспечивают сжатие нагретых кромок заготовки с усилием Рсв, что способствует формирование сварного шва 5 и образованию сварного соединения. |
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами высокочастотной сварки являются: величина тока сварки, частота тока сварки, усилие (давление) сжатия, скорость сварки. |