

Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Отсутствие термических деформаций в следствие низких температур нагрева. 2. Для получения сварного соединения не требуются флюсы, присадочная проволока. 3. Возможность сваривать различные композиции материалов. 4.Хорошие гигиенические условия технологического процесса. 5. Не требуется высокая квалификация сварщика. |
1. Низкая прочность сварного соединения. 2. Размер свариваемых изделий ограничивается размерами вакуумной камеры. 3. Дорогостоящее оборудование 4. Невысокая производительность, обусловленная временем откачки рабочей камеры, временем нагрева деталей, временем процесса диффузии, временем охлаждения. |
Область применения Радиоэлектроника и электронная техника, приборостроение. Этим способом можно сваривать трудносвариваемые металлы: вольфрам, молибден, чугун, твердые сплавы, а также стекло с металлами. Можно получать многослойные изделия. |
|
4. Газопрессовая сварка (рис. 84с)
Газопрессовая сварка - сварка давлением, при которой сопрягаемые поверхности заготовки нагреваются газокислородным пламенем и сварка выполняется с приложением сжимающей силы без присадочного металла. Сопрягаемая поверхность - поверхность одной детали, которая предназначена для соединения с поверхностью другой детали для формирования соединения. |
|
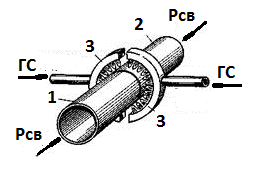
Рис. 84С. Схема газопрессовой сварки |
Свариваемые детали 1 и 2 в месте их соединения (стыка) нагреваются специальной разъемной многопламенной газокислородной горелкой 3, в которую подается горючая смесь (ГС) – смесь технически чистого кислорода и горючего газа ацетилен, метан, пропан-бутановую смесь и др). Сопрягаемые поверхности нагреваются до пластического состояния или до оплавления кромок. После достижения в месте стыка заданной температуры свариваемые элементы сдавливаются внешним усилием Рсв. |
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ Основными режимами газопрессовой сварки являются: температура нагрева стыка, мощность горелки; усилие (давление) сварки |
|
Преимущества, недостатки, область применения
Преимущества.
|
Недостатки.
|
1. Высокое качество сварных соединений. 2. Отсутствие необходимости в присадочном материале. 3. Отсутствие необходимости в мощных источниках электроэнергии. 3. Возможность использования природных газов 4. Простота процесса. 5. Дешевизна оборудования |
1. Более низкая производительность по сравнению с контактной стыковой сваркой. |
Область применения. Газопрессовая сварка применяется для соединения ответственных деталей подвижного состава железных дорог (буферные стержни, рессорные листы, паровозные дышла, рельсы и др.), при изготовлении арматуры железобетона, для соединения в производстве инструмента и др. Возможно использование горелок для термообработки (поверхностная закалка и нормализация и др.) изделий. |
|