

Основные способы сварки
I. Способы сварки плавлением
ТЕРМИЧЕСКИЙ КЛАСС (способы сварки с жидкой фазой или способы сварки плавлением):
дуговые способы сварки (ручная плавящимся покрытым электродом; автоматическая и механизированная под флюсом; ручная, автоматическая и механизированная в среде защитных газов); электрошлаковая сварка; плазменная сварка; электроннолучевая сварка; лазерная сварка; газовая сварка.
Ручная дуговая сварка плавящимся покрытым электродом (рдс) (рис. 54с)
Ручная дуговая сварка плавящимся покрытым электродом - дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода. |
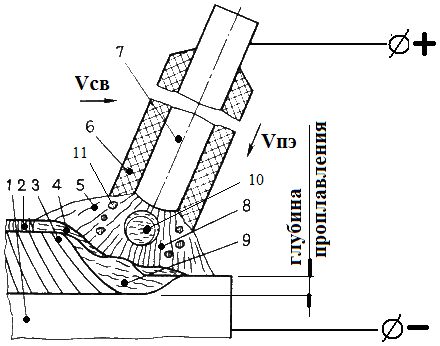
Рис. 54С. Схема ручной дуговой сварки плавящимся покрытым электродом (РДС) При РДС источником теплоты является электрическая (сварочная) дуга 8. Для образования и поддержания электрической дуги к электроду и свариваемому изделию от источника питания подводится переменный или постоянный сварочный ток (процесс сварки на постоянном токе стабильнее, чем на переменном). Зажигание сварочной дуги производится вручную в результате касания электродом поверхности свариваемых элементов. В процессе сварки дуга 8 горит между торцом металлического стержня 7 электрода (электродный металл) и свариваемыми заготовками 1 (основной металл). Под действием теплоты дуги металлический стержень электрода плавится и расплавленный металл 10 каплями стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги. Капли расплавленного защитно-легирующего покрытия 11 формируют жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере расходования электрод вручную подается в зону сварки со скоростью Vпэ (скорость подачи электрода), равной средней скорости его плавления, что обеспечивает постоянство средней длины дугового промежутка (длины дуги) Lд*. Газовая защитная атмосфера и жидкая шлаковая ванна изолируют зону сварки от окружающего воздуха. При перемещении вручную дуги со скоростью сварки Vсв сварочная ванна затвердевает и формируется сварной шов 3. В состав сварного шва входят как электродный (металл электрода), так и основной металл. Затвердевший жидкий шлак образует твердую шлаковую корку 2 на поверхности сварного шва, которая защищает остывающий твердый металл от влияния окружающей среды. Для обеспечения стабильности процесса сварка осуществляется на постоянном токе. Для увеличения глубины проплавления (увеличения производительности сварки) применяется обратная полярность («+» - на электроде; «-» - на изделии). Для предотвращения образования дефектов (см. «Дефекты сварных соединений») сварка выполняется при определенной длине дуги. *Длина дуги Lд – расстояние от торца металлического стержня электрода до поверхности сварочной ванны. |
Защитно-легирующее покрытие электродов
Покрытие электродов готовят из порошкообразной смеси различных компонентов. Назначение покрытия - повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов и улучшить качество сварки. Электроды с защитно-легирующим покрытием называются качественными электродами.
ОСНОВНЫЕ РЕЖИМЫ СВАРКИ
Основными режимами ручной дуговой сварки покрытыми электродами являются: величина сварочного тока, род и полярность тока, напряжение на дуге, скорость сварки Vсв, диаметр электрода. |