

Обработка нежестких (длинных и тонких) валов без люнета
Упор 1 (рис. 9) установите в левой части отверстия шпинделя передней бабки, вращающийся центр -в пиноль задней бабки 7. У заготовки обточите фаски 2 и б, выточите канавку 4. У патрона 3

расточите или отшлифуйте кулачки. Установите и закрепите резец 5 в резцедержателе. Одним концом вал упирается в упор 1, другой - поддерживается задним центром 7. Зажмите вал кулачками патрона в месте выточенной канавки 4 и произведите обработку одного конца вала. Обработайте другой конец вала в том же порядке.
Обработка нежестких валов с применением подвижных люнетов
Подвижный люнет применяют при чистовой обработке и нарезании резьбы на заготовках
типа нежестких валов с постоянным сечением. Заготовку вала, имеющую прогиб (изогнутость), необходимо выправить.
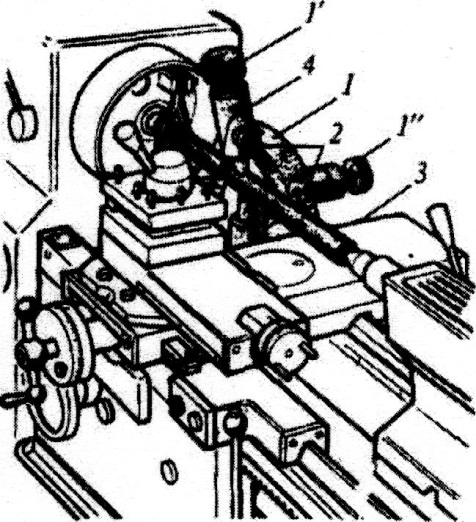
Наладьте станок для цилиндрической обработки длинного и тонкого валов с применением подвижного люнета обычной конструкции.
Выверите заднюю бабку для цилиндрического обтачивания. Установите на каретку суппорта подвижный люнет 1 (рис. 10), резец 4 - в резцедержатель, заготовку 3 -в центры.
Обточите заготовку со стороны задней бабки на длину 20... 30 мм. Несколько отведите резец на себя и остановите станок.
Подведите при помощи винтов I' и I"" кулачки люнета до соприкосновения с
обработанной поверхностью и закрепите их стопорными винтами 2 (резец должен находиться впереди кулачков люнета на расстоянии 4...5 мм).
Включите станок, подведите вершину резца до соприкосновения с обработанной поверхностью, включите продольную подачу и продолжайте обтачивать заготовку вала на требуемую длину.
Урок: обработка эксцентриковых деталей
Цель урока
Научиться:
=> размечать и сверлить центровые отверстия на торцах заготовки, производить обработку эксцентриковых деталей (валиков, коленчатых валов);
=> обрабатывать коленчатые валы, эксцентриковые втулки с применением центровой оправки;
=> производить контроль обрабатываемых эксцентриковых деталей.
Оснащение рабочего места
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к нему:
=> заготовка эксцентрикового валика;
=> коленчатый вал;
=> специальное приспособление для обработки коленчатого вала;
=> резцы: проходные прямые, упорные;
=> центровая оправка;
=> штангенциркуль с величиной отсчета по нониусу 0,1... 0,05 мм;
=> микрометры с пределами измерения 0...25 и 25...50 мм.
ОБРАБОТКА ЭКСЦЕНТРИКОВЫХ ДЕТАЛЕЙ ТИПА ВАЛИК
При обработке эксцентриковых деталей обычно указывается расстояние между главной осью ОО детали и О1О1 эксцентрика. Это расстояние между осями называется эксцентриситетом.
Разметьте и накерните центры на главной оси ОО и оси эксцентрика О1О1 (рис. 1). У заготовки эксцентрикового валика с подрезными торцами в размер длины 70 мм покройте мелом торцевые поверхности и положите заготовку А на призмы В (рис. 2), расположенные на разметочной плите. Установите на плите штангенрейсмас так, чтобы его измерительная плоскость ножки 1 с рамкой 2 касалась наружной поверхности заготовки валика.
Опустите ножку 1 шгангенрейсмаса с рамкой на 1/2 диаметра заготовки, т. е. в данном случае на 17,5 мм, и проведите на торцах горизонтальные линии 1-1 (рис. 2, а). Поверните заготовку на призмах на 90°, проверьте ее положение по угольнику, после чего на торцах заготовки проведите вторые горизонтальные линии 11-11 (рис. 2, б) той же высоты. Пересечение двух проведенных линий образует на торцах центры оси О1О1 эксцентриковой поверхности. Поднимите рамку 2 с ножкой 1 пггангенрейсмаса на величину эксцентриситета е (в данном случае на 5 мм) и проведите на торцах третьи горизонтальные линии III-III, пересечение которых с вертикальными линиями 1-1 теперь образуют на торцах центры главной оси ОО основной поверхности валика. С помощью кернера и молотка накерните центры осей О1О1 и ОО с двух сторон.
Вначале необходимо просверлить центровые отверстия осей ОО
Заготовку с накерненными центрами закрепите в 3-кулачковом патроне. Прежде, чем приступить к сверлению, убедитесь в соосности центра задней бабки и отметки, нанесенной керном на оси ОО. Если соосности нет, отрегулируйте заднюю бабку так, чтобы ось центра задней бабки совпала с осью ОО. Установите в пиноль задней бабки центровочное сверло и произведите сверление центровых отверстий по оси ОО. Таким же образом сделайте центровые отверстия на другом торце.
Установите заготовку валика в центрах центровыми отверстиями оси ОО, обточите поверхность В и подрежьте торец поверхности Г (см. рис. 1). При обработке массивного эксцентрикового вала с большим эксцентриситетом установите на планшайбу груз (противовес) для предупреждения вибрации вала и эллипсности обтачиваемых поверхностей. Для удобства обработки поверхностей B и Г применяйте проходной упорный резец. В таком же порядке обработайте другую сторону D заготовки.
4. Установите заготовку валика в центрах отверстиями оси О1О1 и обточите эксцентриковую поверхность Г.
При обтачивании эксцентриковой поверхности Г ранее установленный груз замените другим в зависимости от величины эксцентриситета.