2. Нарезание резьбы двумя резцами с использованием обратного хода суппорта
В диск 4 приспособления б (рис. 11) вставьте два резца: прорезной 1 и профильный 8. Закрепите их болтами 2. Диск можно поворачивать вокруг оси 3 рукояткой 5 и закреплять болтом 7. Прорезным резцом 1 выточите канавку на прямом ходу при вращении детали по стрелке А. После прохода прорезного резца опустите вниз диск рукояткой 5. Профильным резцом 8 нарежьте резьбу при обратном вращении детали по стрелке Б и перемещении его от передней бабки к задней.
3. Нарезание резьбы двумя резцами с использованием обратного хода суппорта и державки с откидной головкой
В державку 1 (рис. 12) закрепите два резца (прорезной 2 - в откидную головку, профильный 1 - в жесткую головку передней поверхностью головки вниз). Прорезной резец 2 должен выступать впереди профильного на 0,05...0,1 мм.
В конце прохода прорезной резец 2 откиньте на себя в вертикальное положение. Включите станок на обратный ход, введите в работу профильный резец 1 и так продолжайте до окончательного нарезания резьбы.
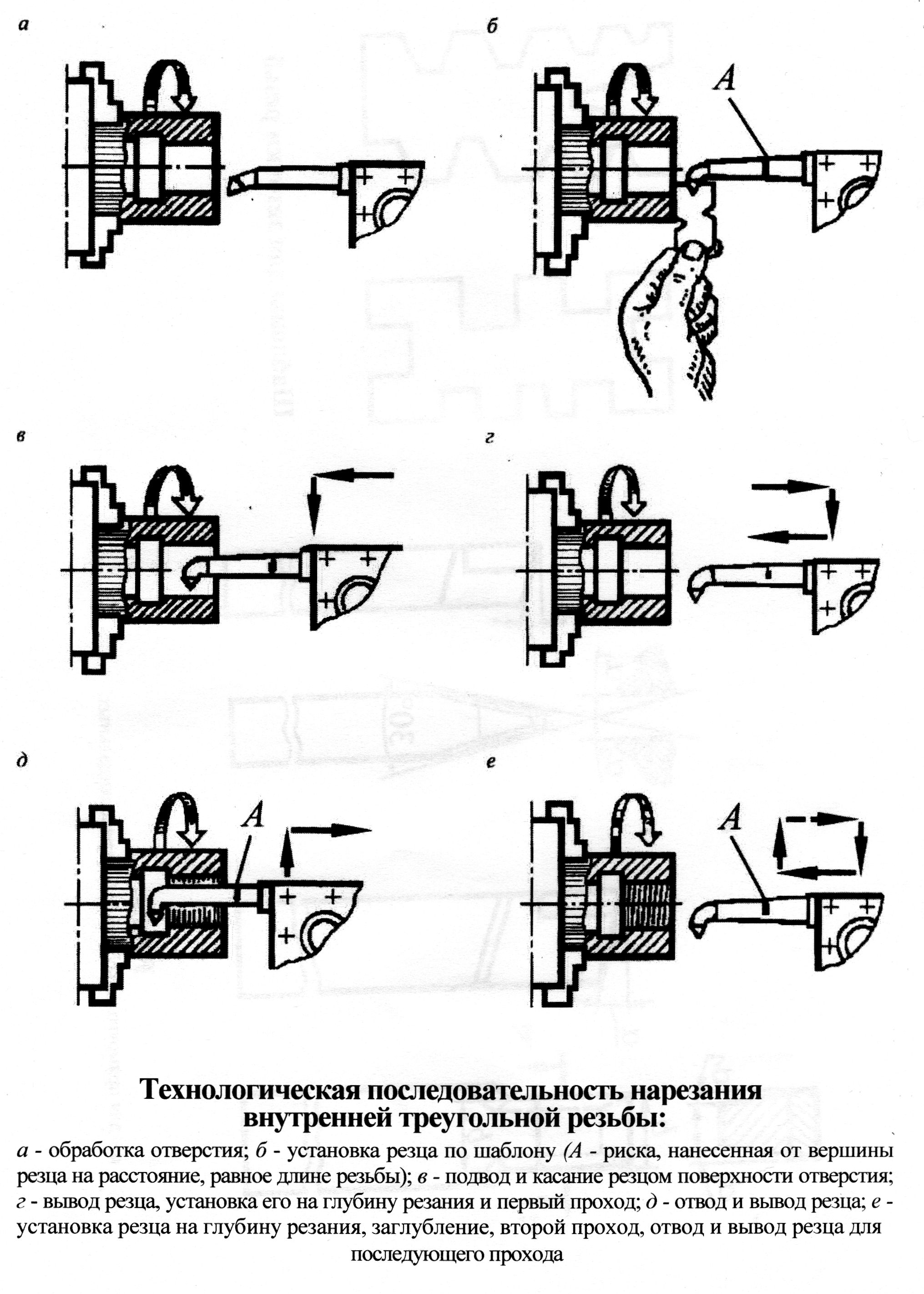
НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ

УРОК: ОБРАБОТКА ДЕТАЛЕЙ В 4-КУЛАЧКОВОМ ПАТРОНЕ
Цель урока
Научиться:
=> устанавливать 4-кулачковый патрон;
=> устанавливать, выверять и закреплять заготовки в 4-кулачковом патроне;
=> обрабатывать детали, установленные в 4-кулачковом патроне.
Оснащение рабочего места
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к ним;
=> 4-кулачковый патрон;
=> заготовки (согласно чертежам);
=> патронный торцевой ключ;
=> резцы: проходной отогнутый, упорно-проходной и подрезной;
=> кусочки мела;
=> рейсмас;
=> индикатор;
=> центровая оправка;
=> защитные очки;
=> крючок для отвода и удаления стружки.
УСТАНОВКА И ВЫВЕРКА ЗАГОТОВКИ С ПОМОЩЬЮ МЕЛА
Установите 4-кулачковый патрон на шпинделе станка такими же приемами, что и 3-кулачковый самоцентрирующийся патрон.
Измерьте заготовку (в поперечном сечении) и по полученным величинам предварительно разведите кулачки 1, 2, 3, 4-кулачкового патрона (рис. 1), использовав для этой цели риски, нанесенные на торцевой поверхности планшайбы патрона.
Устанавливая и закрепляя заготовку в патроне, левой рукой вращайте с помощью ключа винт перемещения кулачка, а правой поддерживайте заготовку I (рис. 2). Как только кулачок 1 коснется поверхности заготовки, поверните вручную на себя патрон на половину оборота и подожмите кулачок 3. Также поступите с кулачками 4 и 2, т. е. подожмите кулачок 4, а потом кулачок 2 (или наоборот). Настройте коробку скоростей на минимальную частоту вращения шпинделя. Включите станок.
Для того чтобы, выверить заготовку, возьмите кусочек мела пальцами правой руки, обоприте ее на кисть левой руки (рис. 3). Осторожно подведите мел к медленно вращающейся заготовке I. Если меловая метка не обозначится по всей окружности, заготовку необходимо выверить. Если меловая метка находится против кулачка 1, то остановите станок, кулачок 3 немного отпустите, а кулачок 1 подожмите до полного закрепления заготовки. Пустите станок и вновь проверьте установку заготовки. Так делайте до образования на цилиндрической поверхности заготовки сплошной меловой метки.
Окончательно закрепите заготовку поджатием кулачков в последовательности 1,3 та 2,4. Если меловая метка будет находиться между кулачками 3 и 4 (рис. 4), то остановите станок, кулачок 1 отпустите, кулачок 3 подожмите, кулачок 2 отпустите, кулачок 4 подожмите. Отпускать кулачки нужно на небольшую величину, чтобы заготовка не могла выпасть из них. Проверяйте установку заготовки до тех пор, пока по всей ее окружности не получится сплошная меловая метка.
Приступите к обработке торцевых и цилиндрических поверхностей (см. инструкционные карты предыдущих уроков).
ВЫВЕРКА ЗАГОТОВКИ С ПОМОЩЬЮ РЕЙСМАСА
1. Предварительно установите заготовку и рейсмас. Рейсмас II установите на продольные направляющие станины (рис. 5) либо на каретку суппорта (рис. 6). Настройте коробку скоростей на медленное вращение шпинделя, пустите станок. Чтобы выверить заготовку, подведите чертилку А рейсмаса II к поверхности вращающейся заготовки I, оставляя зазор между ними 0,3.. 0,5 мм. Следите за изменением зазора и соответственно отпускайте одни и поджимайте другие кулачки до получения равномерного зазора по всей окружности заготовки. Остановите станок и окончательно закрепите заготовку.

3. Приступите к обработке торцевых и цилиндрических поверхностей.
ВЫВЕРКА ЗАГОТОВКИ С ПОМОЩЬЮ ИНДИКАТОРА
Деталь А с неравномерным прямоугольным поперечным сечением установите в 4-кулачковом патроне (рис. 7) (кулачки 1 и 3 переставлены на 180°, а кулачки 2 и 4 установлены обычно).
Выверку индикатором Б выполняйте при точной установке заготовки (детали). Точность выверки при чистовом обтачивании мелких заготовок должна быть от 0,02 до 0,04 мм; средних - от 0,03 до 0,06 мм; крупных - от 0,05 до 0,08 мм. Установите индикатор на станке так же, как и рейсмас. Биение (точность выверки) определите как разность наибольшего и наименьшего показаний индикатора.
ВЫВЕРКА ЗАГОТОВКИ С ПОМОЩЬЮ ПЕРЕДНЕГО И ЗАДНЕГО ЦЕНТРОВ
Предварительно размеченную и накерненную заготовку установите в центры. Осторожно подведите к заготовке один из кулачков, затем с противоположной стороны - другой, поджав его потуже. Таким же образом подведите к заготовке два других кулачка. Окончательно закрепите каждый кулачок. Отведите задний центр и приступайте к намеченной обработке установленной заготовки.
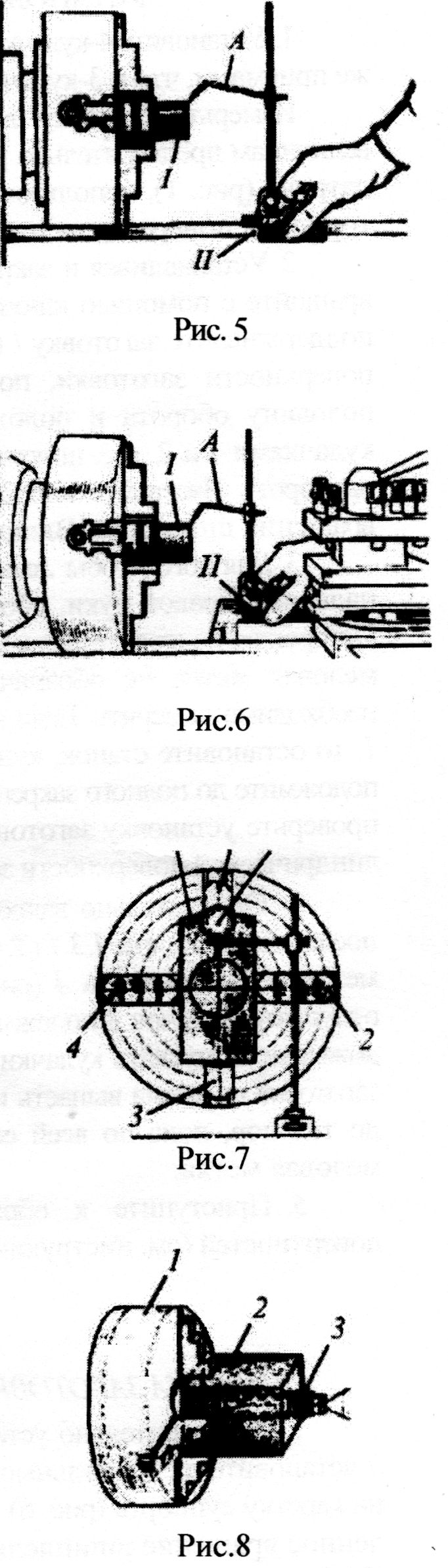
Заготовку 2 (рис. 8) предварительно наденьте на цилиндрическую центровую оправку 3 и установите в центрах. Осторожно и равномерно, как и в предыдущем случае, закрепите заготовку в кулачках патрона 1. Отведите заднюю бабку вместе с центром в исходное положение, выньте оправку и приступите к обработке заготовки.
УРОК: ОБРАБОТКА ДЕТАЛЕЙ НА ПЛАНШАЙБЕ
Цель урока
Научиться:
=> устанавливать, выверять, закреплять планшайбу;
=> устанавливать, выверять, закреплять и обрабатывать заготовки симметричной и несимметричной формы на планшайбе с применением прижимных планок;
=> обрабатывать отверстия в плите с точным расположением осей.
Оснащение рабочего места
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к нему;
=> планшайба;
=> деталь Прямоугольной формы и типа «шатун»;
=> индикатор со специальной державкой;
=> штангенциркуль с величиной отсчета по нониусу 0,1 ...0,05 мм;
=> плоская деталь (плита) с установленными втулками;
=> рейсмас;
=> защитные очки;
=> крючок для отвода и удаления стружки.
УСТАНОВКА И ОБРАБОТКА ДЕТАЛЕЙ НЕСИММЕТРИЧНОЙ ФОРМЫ НА ПЛАНШАЙБЕ
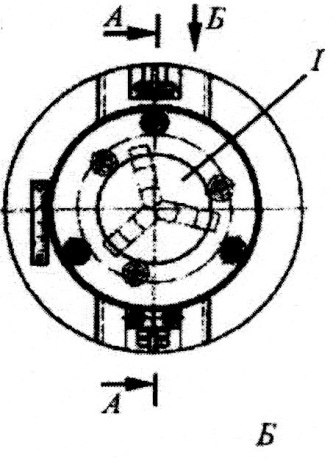
На планшайбе 1 (рис. 1) используйте отверстия 9 для крепежных болтов, риски 8 - для предварительной установки заготовки, Т-образные пазы 7- для установки специальных кулачков 5 и противовеса 10.
Установите, выверите и закрепите заготовку шатуна 2 на планшайбе 1. Установите три кулачка 5 с регулировочными болтами б.
Заготовку шатуна 2 предварительно закрепите прижимной планкой 3 при помощи болтов 4.
Установите и закрепите противовес 10, застопорив его упором 11, установленным в Т-образном пазе 7. Противовес подбирается такой массы и устанавливается так, чтобы (при отключенном шпинделе) планшайба вращалась от руки равномерно, без резкой остановки. Выверите заготовку шатуна по рейсмасу регулировочными болтами б. Окончательно закрепите шатун и приступите к растачиванию отверстия.
Расточите отверстие в нижней головке шатуна. Дня снятия заготовки шатуна открепите прижимную планку 3 и только один регулировочный болт 6. Следите за прочным креплением противовеса 10 и его упора 11.
Для сверления, растачивания и развертывания трех отверстий на плите (рис. 2) предварительно установите на месте будущих отверстий втулки 3, 5 и б с точным соблюдением расстояний между осями этих отверстий.