

1. Наладка станка для нарезания двухзаходной трапецеидальной резьбы
Установите заготовку в центрах токарно-винторезного станка. Заготовка должна быть обработана согласно чертежу под резьбу по наружному диаметру, иметь канавку для выхода резьбового резца при нарезании резьбы (рис. 1).
У
 становите
и закрепите резьбовой резец для
нарезания двухзаходной трапецеидальной
резьбы с шагом 5 мм и ходом 10 мм. Обратите
внимание
на
выдерживание вспомогательного заднего
угла от головки резца (при нарезании
правой резьбы), равного углу подъема
винтовой линии 2...30. Угол
1 при нарезании двухзаходной,
трехзаходной и т. д. резьб
становите
и закрепите резьбовой резец для
нарезания двухзаходной трапецеидальной
резьбы с шагом 5 мм и ходом 10 мм. Обратите
внимание
на
выдерживание вспомогательного заднего
угла от головки резца (при нарезании
правой резьбы), равного углу подъема
винтовой линии 2...30. Угол
1 при нарезании двухзаходной,
трехзаходной и т. д. резьб
определяется не по шагу резьбы Р, а по ходу резьбы Н, т. е.
где d2 - средний диаметр резьбы. Вспомогательный задний правый угол ф в этом случае должен быть равен 2...3°.
Нарезание двухзаходной трапецеидальной резьбы с ходом 40 мм
Настройте станок на ход нарезаемой резьбы и требуемую частоту вращения шпинделя. Проверьте настройку.
Выполните первый рабочий ход. Для чего установите резец на глубину резания для получения первой винтовой канавки двухзаходной трапецеидальной резьбы. Включите станок, замкните разъемную гайку ходового винта. Выведите резец из канавки, возвратите его в исходное рабочее положение. Второй, третий и последующие проходы выполняйте так же, как и при нарезании однозаходных различных по профилю резьб.
Выполните второй, третий и т. д. проходы резца до окончательного нарезания первого захода двухзаходной трапецеидальной резьбы.
Деление двухзаходной резьбы для получения винтовой канавки
а) поводковым патроном со специальными прорезями;
П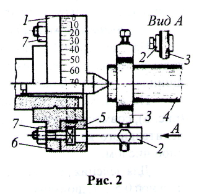 осле
нарезания первой винтовой канавки, не
выключая разъемной гайки, Вид А выключите
станок, снимите заготовку с переднего
центра и поверните ее на 180° так, чтобы
загнутый конец хомутика вошел в
противоположную прорезь поводкового
патрона (планшайбы). Вновь установите
заготовку на передний центр и произведите
нарезание второй канавки.
осле
нарезания первой винтовой канавки, не
выключая разъемной гайки, Вид А выключите
станок, снимите заготовку с переднего
центра и поверните ее на 180° так, чтобы
загнутый конец хомутика вошел в
противоположную прорезь поводкового
патрона (планшайбы). Вновь установите
заготовку на передний центр и произведите
нарезание второй канавки.
б) делительным поводковым патроном с градуирован ной шкалой;
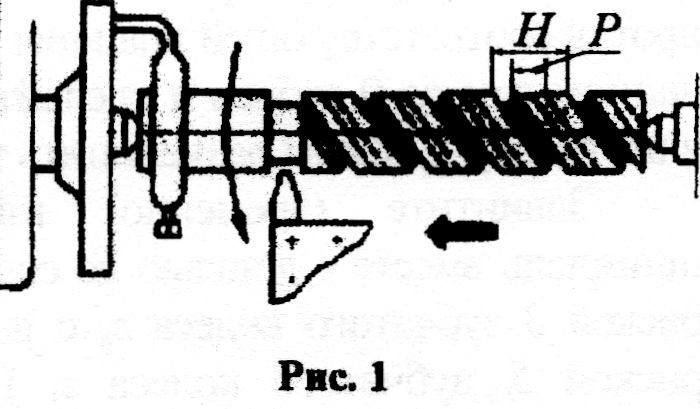
Нарезание первой винтовой канавки на заготовке 4 (рис. 2) производится при совпадении нулевого штриха кольца 5 с риской 7, нанесенной на планшайбе 6.
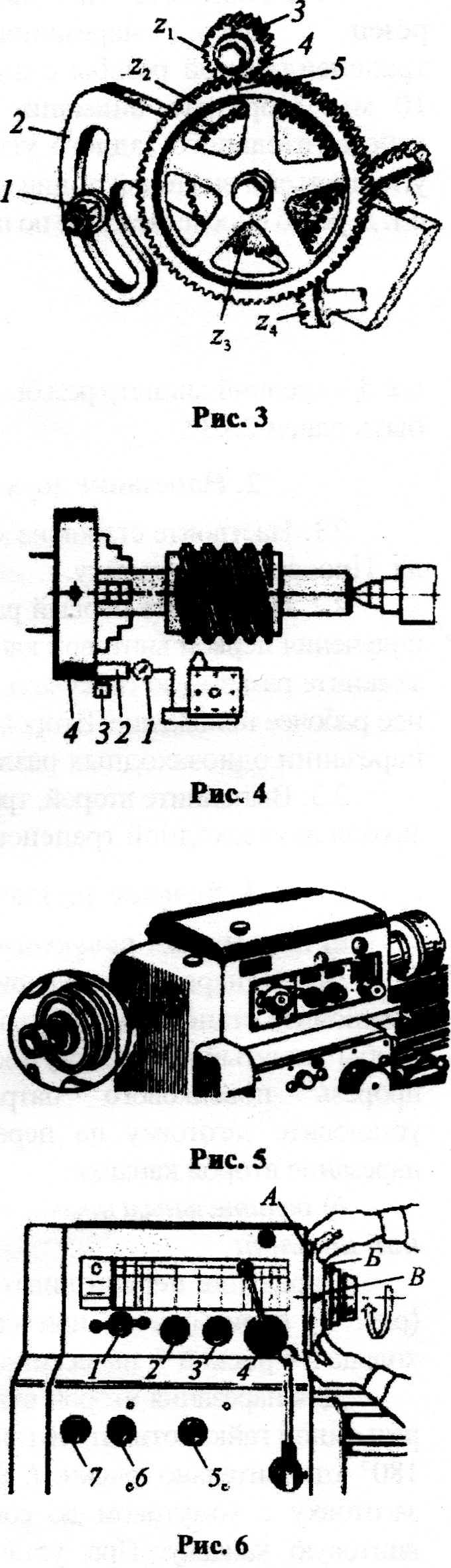
в) с помощью сменных зубчатых колес гитары станка;
Данный способ деления резьбы на заходы следует применять в том случае, если число зубьев ведущего колеса zx делится без остатка на число заходов нарезаемой резьбы. Колесо zx имеет 18 зубьев (рис. 3). После нарезания первого захода, не выключая разъемную гайку, выключите станок. На зубе колеса г, и против соответствующей впадины колеса z2 сделайте мелом метки 4 и 5. От метки 4 колеса z, отсчитайте в данном случае 9 зубьев и сделайте метку 3. Отвинтите гайку 1 на один-два оборота и опустите немного вниз гитару 2, чтобы разъединить зубчатые колеса zx и z2.
Завинтите (временно) гайку 1. Поверните шпиндель вместе с деталью до совпадения помеченного риской 3 зубчатого колеса zx с впадиной, помеченной риской 5, зубчатого колеса Поставьте гитару на прежнее место, закрепите гайку 1 и нарежьте вторую винтовую впадину.
г) с помощью плоскопараллелъных концевых пли ток и индикатора;
После нарезания первой винтовой канавки, не выключая разъемной гайки, переместите каретку суппорта влево до упора наконечника индикатора 1 (рис. 4) в приставленную к патрону 4 плитку 2 произвольного размера.
Стрелку циферблата индикатора установите на нулевое деление против стрелки. Отведите наконечник индикатора вправо, снимите плитку 2 и вместо нее приставьте к патрону 4 плитку меньше или больше первой плитки 2 на один шаг резьбы (не на ход).
Рукояткой винта верхних салазок перемещайте их до тех пор, пока наконечник индикатора не упрется в плитку 3, и стрелка не установится точно против нуля циферблата. Нарежьте вторую винтовую канавку. Таким способом можно делить резьбу на требуемое число заходов.
д) с помощью кольца с делениями;
На станке. 1К62 делите многозаходную резьбу на
На станке 16К20 поверните вручную фланец А (рис. 6), совместите указатель-стрелку В с одной из рисок делительного кольца Б шпинделя, обозначенной каким-либо числом.
Для деления резьбы (с шагами для метрической и модульной 0,5.. .7;'дюймовой и питчевой 56.. .4) на требуемое число заходов расцепите шпиндель с кинематической цепью станка. Для этого установите рукоятку 2 в положение, отмеченное символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществляйте поворотом рукоятки 4 по стрелке, изображенной на ступице рукоятки, из фиксированного положения, отмеченного тоже символом.
Непосредственно деление резьбы на число заходов производите поворотом шпинделя вручную (вместе с делительным кольцом Б) на число рисок, соответствующее числу заходов нарезанной резьбы. Например, при двух заходах-на 30 рисок (делительное кольцо имеет 60 рисок), при трех - на 20, при четырех - на 15 и т. д.
Рукоятки 3 и 4 возвратите в исходное положение. Нарежьте первую винтовую канавку. При делении резьбы на последующие заходы поступайте подобным образом.