2. Чистовое нарезание наружной треугольной резьбы
Смажьте центровое отверстие для заднего жесткого центра. Установите заготовку в центрах токарно-винторезного станка.
Предварительно закрепите чистовой резьбовой резец 1 (рис. 10) в резцедержателе по оси центров. Установите резец по шаблону 2, подставленному к пиноли задней бабки, и окончательно закрепите его.
Настройте станок на заданную частоту вращения шпинделя для чистового нарезания резьбы. Подберите скорость резания для чистового нарезания резьбы и число рабочих ходов. Определите по выбранной скорости и наружному диаметру резьбы частоту вращения шпинделя.
Введите резец во впадину предварительно нарезанной резьбы. Включите станок и замкните разъемную гайку, суппорт переместится на несколько витков в продольном направлении. Выключите станок. Поперечной и продольной подачами введите резьбовой резец 2 во впадину резьбы заготовки 1 (рис. 11). Рукоятку винта поперечных салазок вращайте левой рукой, а рукоятку винта продольных салазок - правой рукой по часовой стрелке или против нее.
Возвратите резец в исходное рабочее положение. Для этого выведите резец из впадин обратной поперечной подачей. Включите станок на обратное вращение шпинделя.
Сделайте первый рабочий ход при чистовом нарезании наружной треугольной резьбы (см. п.п. 1.6-1.7 данной карты). Произведите поперечное врезание резца при первом и последующих рабочих ходах от 0,1 до 0,02 мм (см. рис. 5, 6).
Окончательно нарежьте резьбу. Сделайте второй, третий и т. д. рабочие ходы резца. Врезание резца производите при каждом рабочем ходе только прямой поперечной подачей. Применяйте смазочно-охлаждающую жидкость (см. п. 1.9 данной инструкционной карты).
Проконтролируйте резьбу. Контроль производите калибр-кольцами или резьбовым микрометром. Проходное кольцо «ПР» должно навинчиваться с небольшим усилием, непроходное кольцо «НЕ» не должно навинчиваться. Допускается свинчивание непроходного кольца с резьбой на 1 -2 витка.
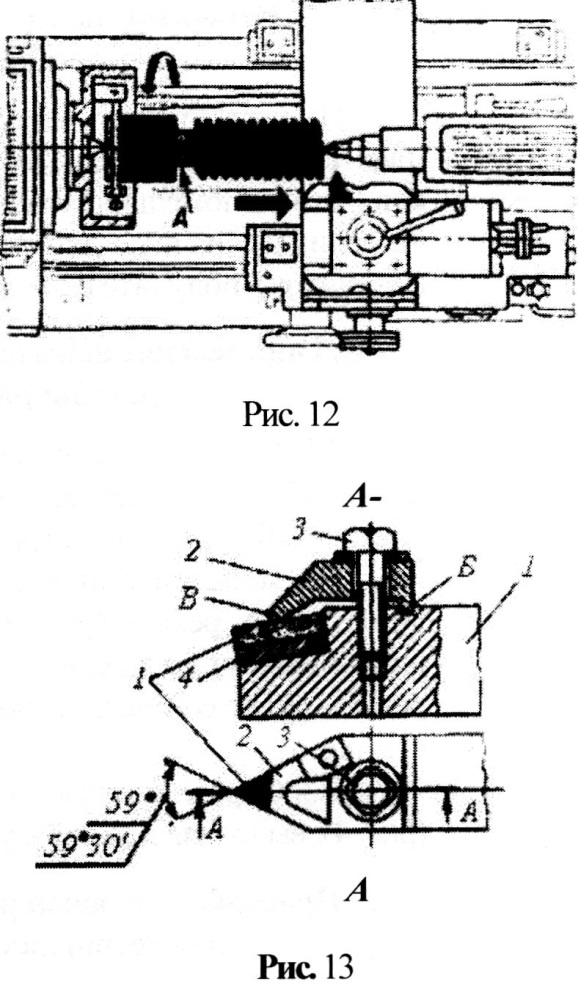
Нарежьте левую резьбу перемещением резца слева направо, т. е. по направлению к задней бабке. Резьбовой резец (рис. 12) поставьте в исходное положение с левого конца резьбы, т. е. против канавки А. Последовательность технологических приемов при нарезании левой резьбы аналогична приемам, изложенным в п.п. 1.1-1.9. Включите суппорт на обратную продольную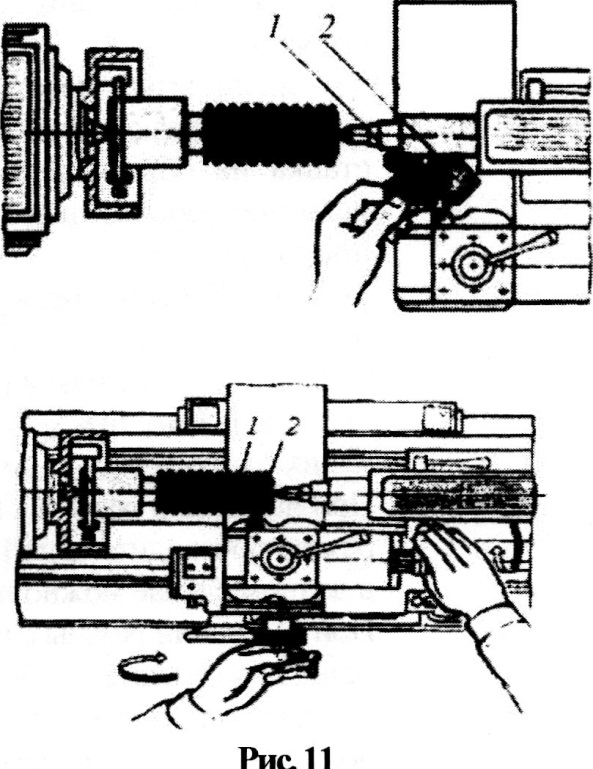
подачу, сделайте первый рабочий ход и т. д. На рисунке 12 показано положение резца в конце рабочего хода.
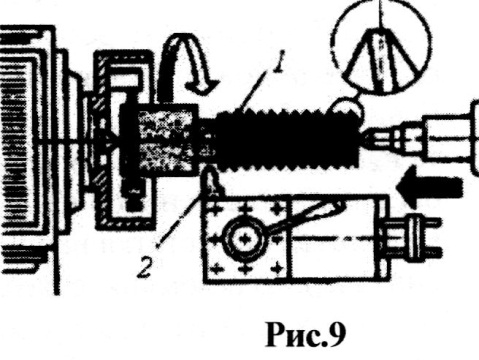
2.10. Можно производить скоростное нарезание резьбы резцом с механическим креплением неперетачиваемой пластинки из твердого сплава ромбической формы (рис. 13).
Резьбовой резец состоит из державки 1, пластинки 7, прижимной планки 2, упирающейся концом Б в державку, 5- в пластинку 7, зажимного болта 5, подкладки 4.