

3. Настройка токарно-винторезного станка 16к20 для нарезания резьбы
с шагом Р 2 мм
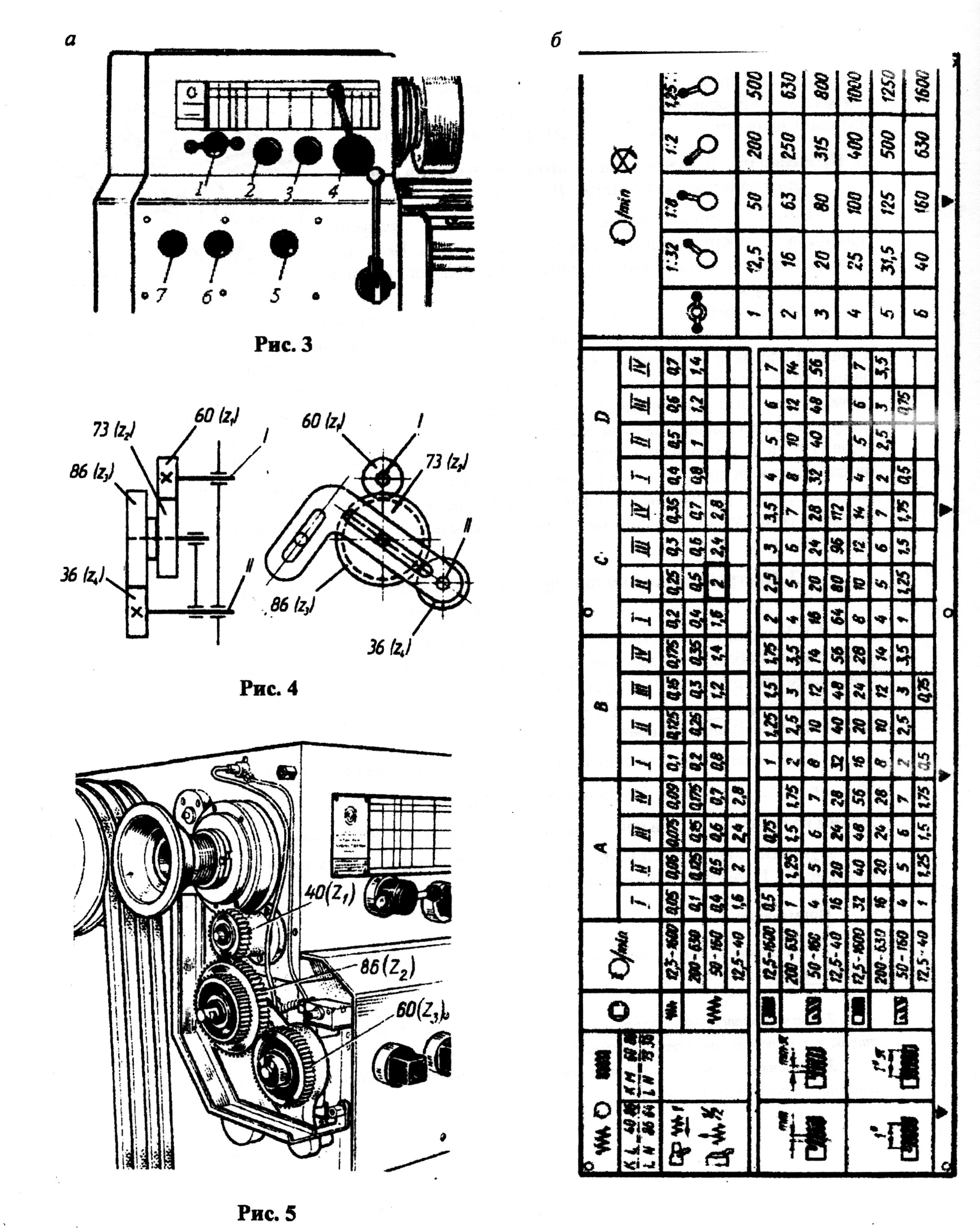
3.1. В таблице резьб, подач и частоты вращения шпинделя станка 16К20 (рис. 3) резьба с шагом 2 мм обозначена жирным четырехугольником. По таблице от шага резьбы 2 мм устанавливаем, что рукоятку 7 следует поставить в положение «1», рукоятку 5 - «С», рукоятку 6 - «метрическая резьба», рукоятку 2 - «нормальный шаг резьбы», рукоятку 4 - 12,5-1600 об/мин, рукоятку 3 - «Правая резьба».
При нарезании метрических и дюймовых резьб должны быть установлены сменные зуб- 40
чатые
колеса
 (рис. 5). Промежуточное зубчатое колесо
Z2 = 86 может быть взято и с
60
(рис. 5). Промежуточное зубчатое колесо
Z2 = 86 может быть взято и с
60
другим количеством зубьев при сохранении условия сцепляемости сменных зубчатых колес.
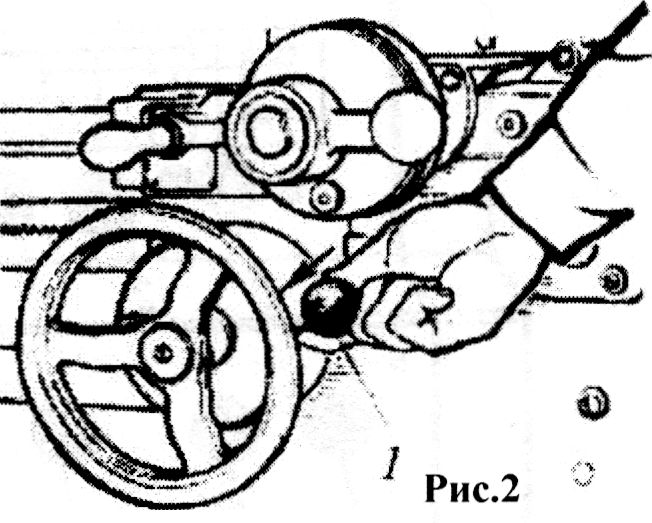
Р укоятку
«Выключение реечной шестерни» на фартуке
суппорта вытяните на себя (см. рис. 2).
Проверьте настройку станка.
укоятку
«Выключение реечной шестерни» на фартуке
суппорта вытяните на себя (см. рис. 2).
Проверьте настройку станка.
Примечания.
1. При нарезании модульных и питчевых резьб устанавливают на гитаре станка сменные зубчатые колеса (рис. 4)
При нарезании резьб с шагами, не приведенными в основной таблице, помещенной на панели передней бабки станка, нужно пользоваться специальной таблицей на внутренней стене дверцы кожуха сменных зубчатых колес.
При нарезании резьб с шагами, не предусмотренными обеими таблицами, подсчет сменных зубчатых колес производится по формулам:
а ) при
нарезании метрической резьбы
) при
нарезании метрической резьбы
где
 - величина шага, ближайшая к нарезаемому,
находится по таблице;
- величина шага, ближайшая к нарезаемому,
находится по таблице;
 -
шаг нарезаемой резьбы;
-
шаг нарезаемой резьбы;
б ) при
нарезании дюймовой резьбы
) при
нарезании дюймовой резьбы
где птабл- число ниток на один дюйм, ближайшее к нарезаемому числу ниток, находится по таблице; пнар - число ниток нарезаемой резьбы.
Пример. На заготовке будущей детали надо нарезать резьбу с шагом 18 мм. По таблице (рис. 3, б) найдите величины приближенных шагов Р = 16 мм и Р = 20 мм. Выбираем, например, приближенный шаг Рп6в - 20 мм.
И сходя
из данных определяем комбинацию сменных
зубчатых колес при нарезании резьбы с
шагом 18
мм:
сходя
из данных определяем комбинацию сменных
зубчатых колес при нарезании резьбы с
шагом 18
мм:
4 .
При нарезании нестандартной или особо
точной резьбы коробку передач настраивают
«напрямую» отключением ее механизма
рукояткой 5 (см. рис. 3, а). В этом случае
на гитаре устанавливаются сменные
зубчатые колеса (шестерни), передаточное
отношение которых определяют по следующей
формуле:
.
При нарезании нестандартной или особо
точной резьбы коробку передач настраивают
«напрямую» отключением ее механизма
рукояткой 5 (см. рис. 3, а). В этом случае
на гитаре устанавливаются сменные
зубчатые колеса (шестерни), передаточное
отношение которых определяют по следующей
формуле:
для одной пары с промежуточным колесом

для двух пар зубчатых колес
ЗАТАЧИВАНИЕ РЕЗЦОВ ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ
1. Определение величин углов заточки резьбовых резцов
Определите величины правого и левого задних углов, переднего угла для чернового и чистового нарезания резьбы.
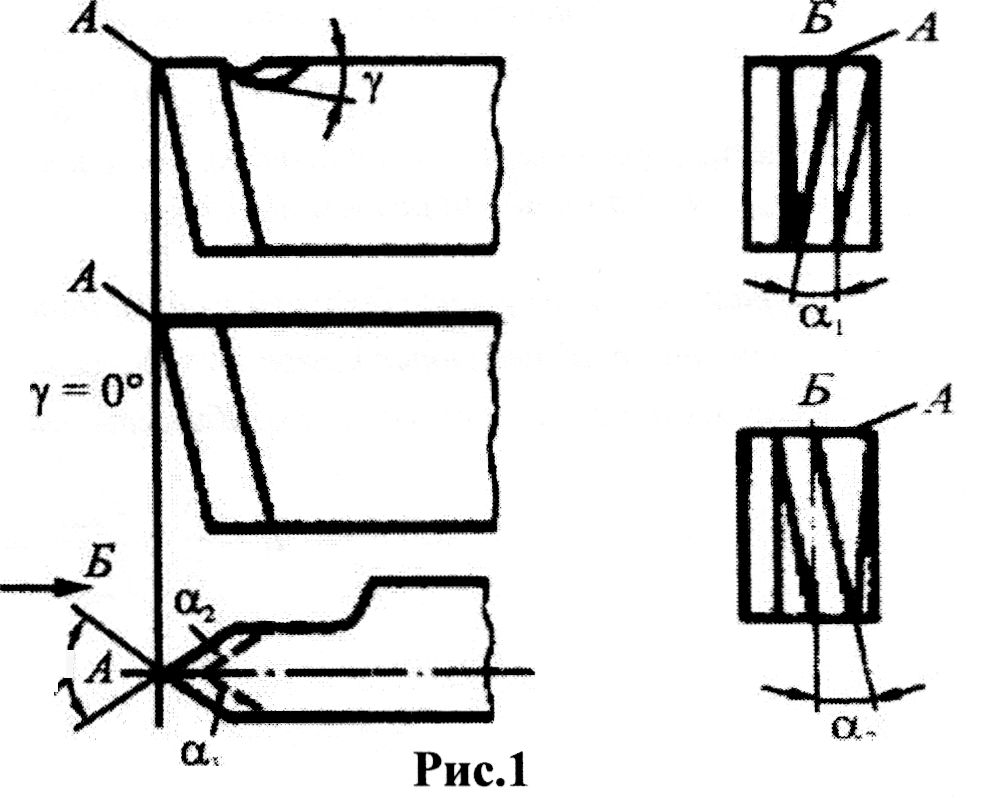
Задние боковые поверхности затачивайте с выдерживанием углов α2 и (рис. 1, в). При нарезании правой резьбы угол α1 (рис. в, г) должен равняться углу наклона винтовой линии т плюс 1.. .2°, угол α2 в этом случае равен 1 ...2°.
При нарезании левой резьбы угол α2 (рис. 1, в, д) должен равняться углу наклона винтовой линии т плюс 1...20, угол α1этом случае равен 1...20.
При черновом нарезании резьбы на передней поверхности рекомендуется делать ка- навку под углом γ=60°(рис. 1, а), величину которого назначают в зависимости от обрабатываемого материала так же, как и для проходных резцов.
При чистовом нарезании передний угол сделайте равным 0° (рис. 1, б), т. е. передняя поверхность должна быть плоской.
2. Затачивание резьбовых резцов для нарезания наружной треугольной резьбы
Приемы затачивания резьбовых резцов для нарезания наружной треугольной резьбы на передней поверхности, по левой задней поверхности (дня образования заднего угла α1) и по правой задней поверхности (для образования заднего угла α2) произведите аналогично затачиванию проходных резцов (см. инструкционные карты темы «Устройство токарных станков. Применяемый режущий инструмент и приспособления» учебно-методического пособия «Обработка наружных цилиндрических и торцовых поверхностей. Нарезание крепежных резьб»),
Резцы необходимо затачивать на шлифовальном круге из черного или зеленого карбида кремния или алмазном круге на металлической связке.
Чтобы избежать искажения профиля резьбы, передний угол у для чистовых резьбовых резцов делают равным 0°, для черновых - в переделах 5... 10° . Задний угол а при вершине должен быть от 12 до 15°. Боковые задние α1 и α2 зависят от угла подъема резьбы. Так как для крепежных резьб этот угол не превышает 1 ° 30', то им практически пренебрегают и выполняют α1 = α2- 4... 6°.
Режущие кромки резцов должны быть строго прямолинейны, без видимых зазубрин, иначе все неточности будут перенесены на профиль резьбы. Поэтому резцы после заточки доводят по узким ленточкам задних поверхностей.
При затачивании резец систематически охлаждайте и пользуйтесь защитными очками или предохранительным экраном.
2.3. Контроль профиля заточенных резцов выполните по шаблонам. Возьмите в левую руку резьбовой шаблон 1 (рис. 2), а в правую - резец 2. Вставьте резец головкой в один из треугольных вырезов шаблона. По плотности прилегания боковых сторон (режущих кромок) к поверхности выреза определите правильность заточки резца Угол заточки должен быть равен углу профиля резьбы: для метрической - а = 60°, для дюймовой - а — 55°. Для предотвращения «разбивки» профиля резьбы угол заточки резца необходимо занижать на 10...20' (для быстрорежущих резцов) и ЗСК... 1 ° (для твердосплавных резцов).
2.4. После заточки резца необходимо произвести его доводку. Выполните ее по фаскам на передней и главной задней поверхностях на эльборовых (для быстрорежущей стали) или алмазных (для твердого сплава) доводочных кругах. Резец закрепите на столе так, чтобы его режущая кромка находилась на уровне или немного ниже центра доводочного круга, который вращается со скоростью 1,5...2,5 м/с. Доводочный круг должен набегать на режущую кромку резца (т. е. от державки к пластинке), в противном случае режущая кромка будет соскабливать абразивные зерна. При отсутствии алмазного доводочного станка доводку резцов произведите вручную.
Доводку фасок головки резца производите при возвратно-поступательном движении мелкозернистого бруска (из зеленого карбида кремния), смоченного минеральным маслом так, чтобы брусок плотно прилегал к соответствующей поверхности головки резца, или алмазным бруском.

НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ РЕЗЦОМ.