

III. Настройка станка 16к20 на заданную частоту вращения шпинделя и требуемую величину подачи
1. Настройка станка на заданную частоту вращения

1.1. Настроить станок на частоту вращения 500 об/мин. Наклонить рукоятку 4 (рис. 2, а, б, правая часть таблицы) в левое крайнее положение. Повернуть рукоятку 1, на ступицы которой нанесены цифры от 1 до 6, до совмещения цифры 5 (рис. 2, б) с вертикальной стрелкой, помещённой над рукояткой 1.
1.2. Включить и выключить механизм вращения шпинделя.
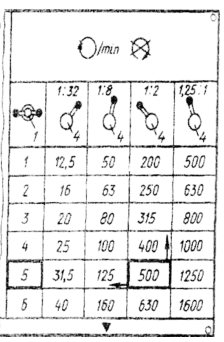
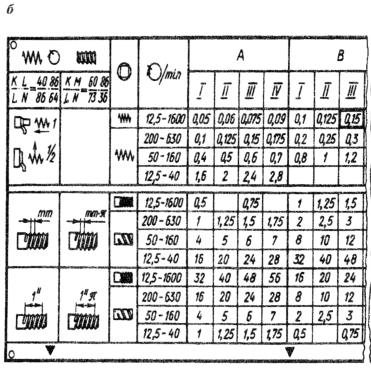 Рис. 2.
Настройка станка
16К20 на режимы резания
Рис. 2.
Настройка станка
16К20 на режимы резания
2. Настройка станка на требуемую величину подачи
2.1. Настроить станок на S = 0,15 мм/об. Для настройки станка нужно рукоятку 5 установить в положение В, рукоятку 7 в положение III, рукоятку 2 - на нормальный шаг резьбы, рукоятку 3 - на правую резьбу; рукоятку б - на подачу (рис. 2). В верхней части таблицы (рис. 2, б) указаны величины продольных подач.
2 2. Включить механизм вращения шпинделя,
2.3. Включить механизм суппорта на прямую продольную подачу. При подходе каретки суппорта к передней бабке на расстояние 150...200 мм выключить механизм подачи суппорта и включить его на обратную продольную подачу для возвращения на середину направляющих станины. Выключить механизм подачи суппорта.
2.4. Включить механизм суппорта на прямую поперечную подачу. При подходе передней части резцедержателя к оси центров выключить механизм подачи суппорта и включить его на обратную поперечную подачу для возвращения поперечных салазок в первоначальное положение.
2.5. Выключить механизм подачи суппорта и механизм вращения шпинделя.
Урок № 2. Упражнения в управлении токарным станком, установке и закреплении резцов и заготовок Цель урока
Научиться:
=> правильно определять соответствие высоты станка росту рабочего, принимать рабочее положение у станка, включать и выключать электродвигатель, пускать и устанавливать привод главного движения при прямом и обратном вращении шпинделя, включать и выключать суппорт станка;
=> устанавливать трёхкулачковый самоцентрирующий патрон на шпинделе устанавливать и снимать кулачки трехкулачкового патрона, устанавливать, выверять по диаметру и торцу заготовки типа дисков и валиков в трёхкулачковомсамоцентрирующем патроне, снимать заготовку и патрон;
=> устанавливать резец в резцедержателе, откреплять, поворачивать и закреплять резцедержатель, откреплять и снимать резец с подкладками.
Оснащение урока
=> Станок модели 16К20 или 1К62, комплекты принадлежностей и приспособлений;
=>трёхкулачковый самоцентрирующий патрон;
=> ключ (торцовый) патронный;
=> оправки направляющие шпиндельные;
=> молоток;
=> крючок для прочистки резьбового патрона;
=> заготовки диаметром 60...70 мм и длиной 40...50 мм;
=> мел кусковой;
=> обтирочный материал;
=> передний и задний центры;
=> проходные отогнутые резцы;
=> подкладки разных размеров по толщине;
=> остальное - по нормативам.