

4. Обработка конических отверстий с применением специального приспособления и развертки с упором
4.1. Расточите глубокое коническое отверстие при помощи специального копира и борштанги.
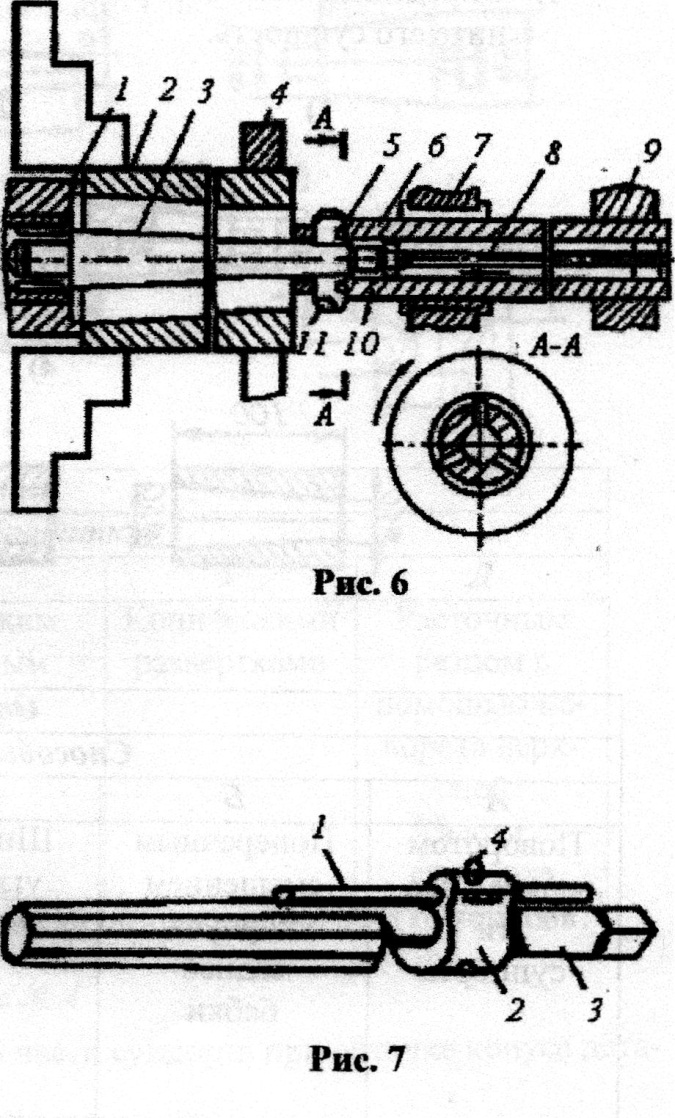
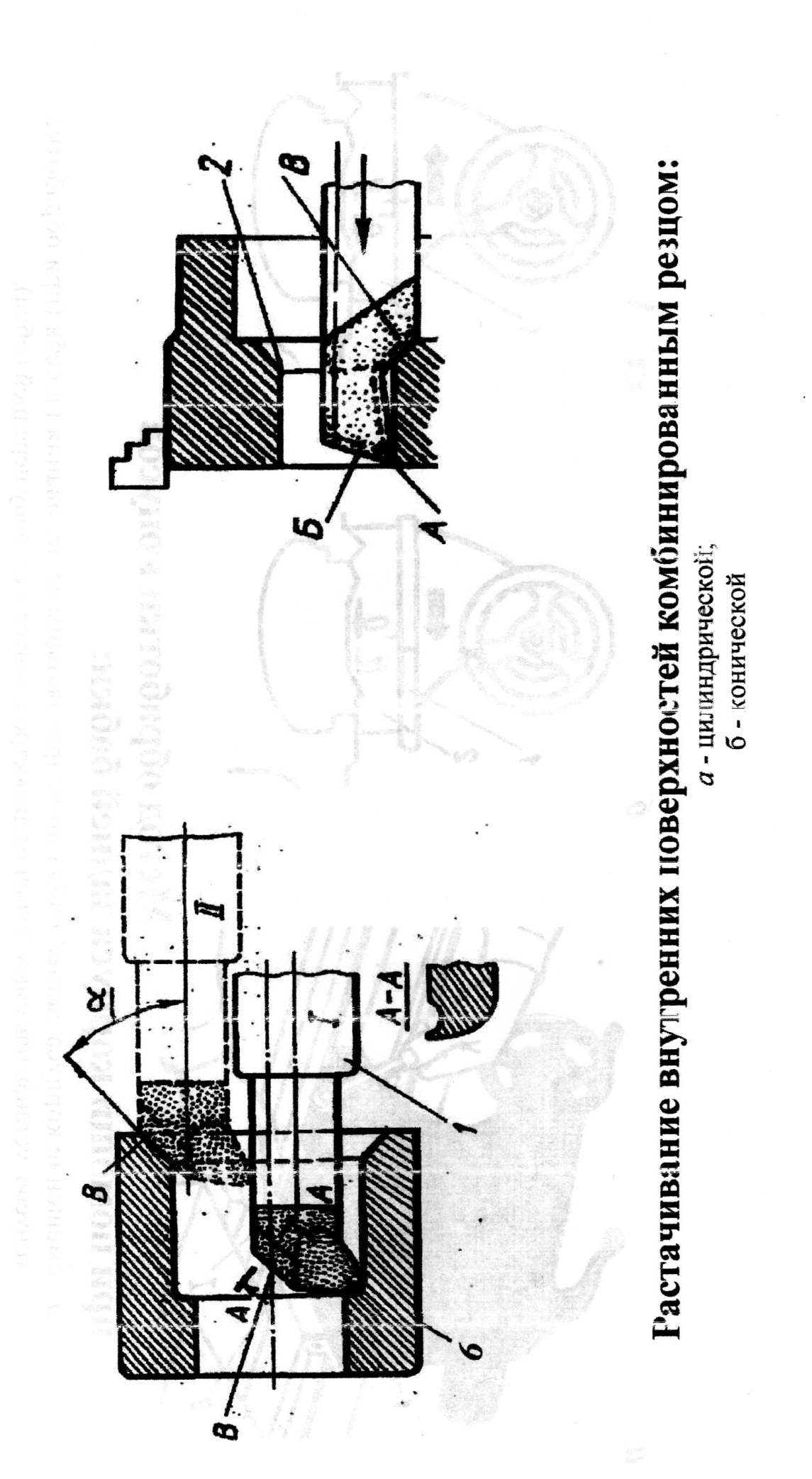
расточных резца 11 и закрепите их кольцевой пружиной 5, предохраняющей резцы от выпадения в нерабочем положении. Настройте станок на требуемый режим работы и запустите его, включите продольную подачу и расточите глубокое коническое отверстие.
При перемещении борштанги резцы 11 будут скользить по конусу и постепенно раздвигаться, обрабатывая поверхность отверстия с заданным углом уклона конической поверхности копира. После растачивания борштангу поставьте в первоначальное положение и копир тягой 8 втяните в ее отверстие. Открепите и снимите деталь.
Разверните коническое отверстие по упору.
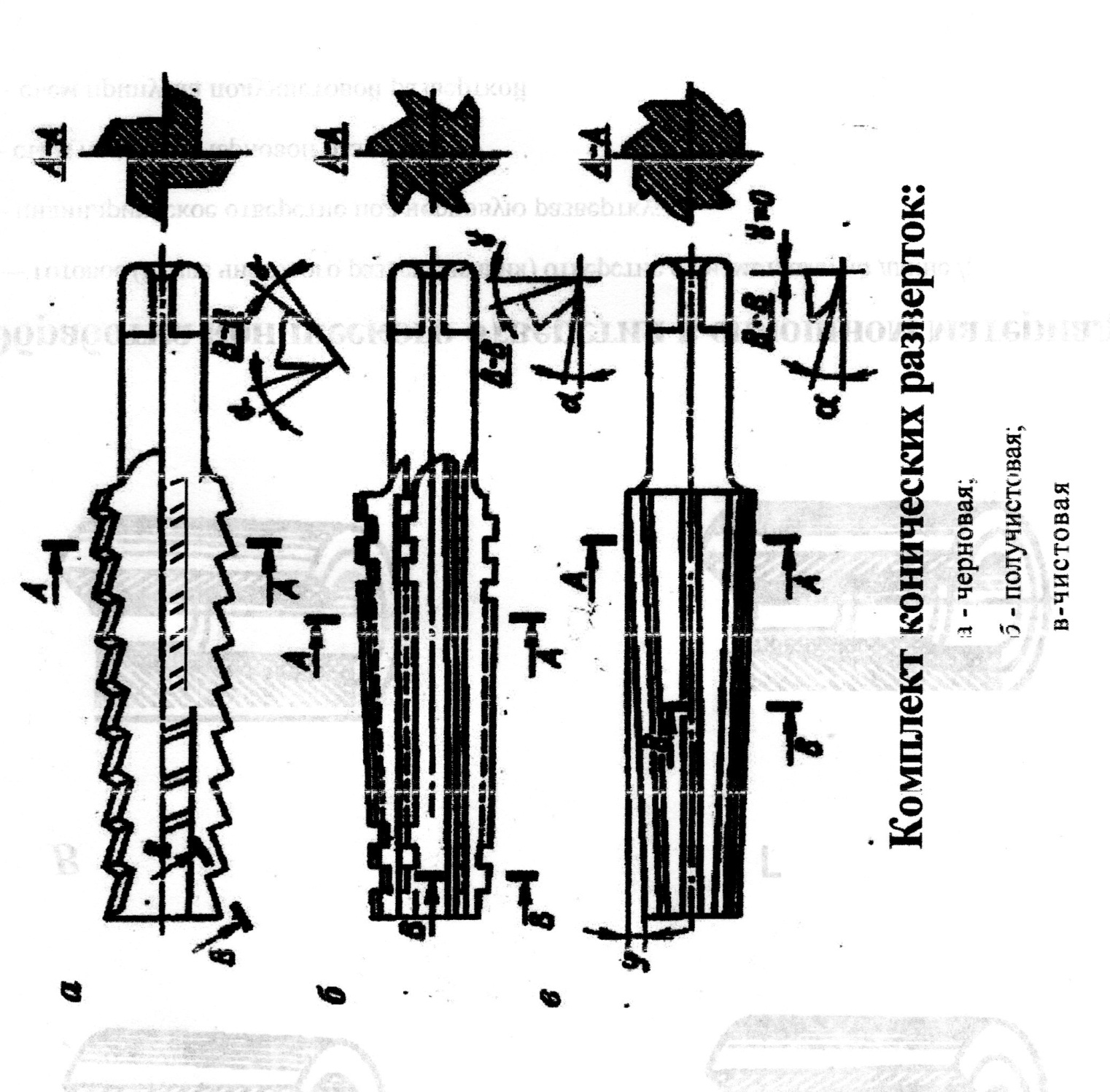
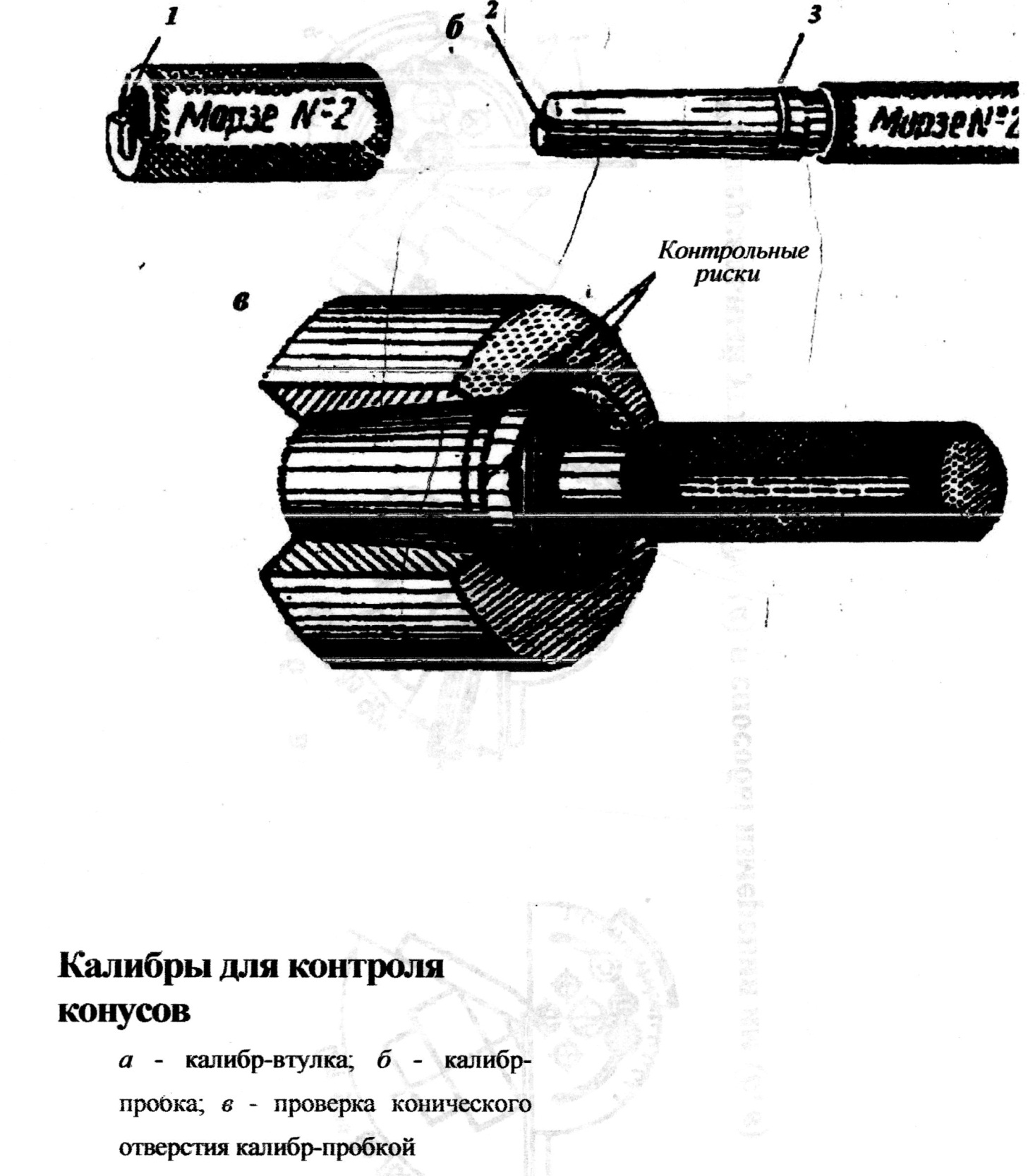
Установите на хвостовике развертки 3 упор 1 (рис. 7), закрепленный в державке 2, по первому обработанному отверстию и закрепите винтом 4. При развертывании отверстий по упору исключается необходимость в контроле каждого конического отверстия. В данном случае целесообразным является применение выборочного контроля.


УРОК № 1. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ ФАСОННЫМИ РЕЗЦАМИ
Цель урока
Научиться:
=> затачивать и доводить фасонные резцы простейшего профиля по шаблонам;
=> устанавливать фасонные резцы;
=> обрабатывать фасонные поверхности предварительно обычными резцами и окончательно фасонными стержневыми и призматическими с проверкой поверхностей шаблоном и радиусомером.
Оснащение рабочего места
=> Станок модели 1К62 или 16К20, комплекты принадлежностей и приспособлений к
нему;
=> фасонные резцы (стержневые, призматические и дисковые);
=> заготовки для упражнений и производственных заданий;
=> штангенциркули с ценой деления по нониусу 0,1.. .0,05 мм;
=> радиусомеры;
=> шаблоны;
=> чертежи деталей;
=> инструкционные карты;
=> защитные очки.
ЗАТОЧКА ФАСОНЫХ РЕЗЦОВ
Короткие фасонные поверхности длиной 60 мм в серийном и массовом производстве обрабатывают фасонными резцами. Профиль режущей кромки фасонного резца должен соответствовать профилю обрабатываемой поверхности.
1. Стержневые фасонные резцы
Простейшим фасонным резцом является стержневой с приваренной или напаянной режущей пластинкой (рис. 1). Переточка по задней поверхности, т. е. по всей профильной режущей кромке сложная и трудоемкая операция, поэтому фасонные резцы перетачивают по передней поверхности.
у=О
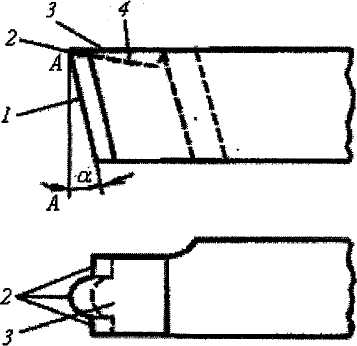
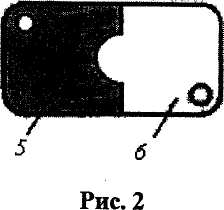
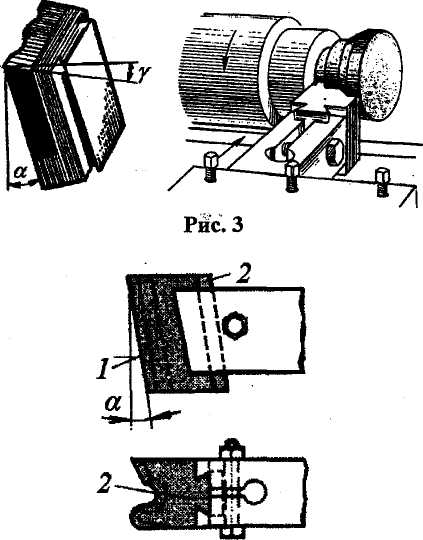
Рис 4
ереднюю поверхность 3 (рис. 2) заточите под углом 90° к плоскости резания АA, передний угол, следовательно, будет равен 0°. Заднюю поверхность (не сложную) 1 фасонного резца заточите под углом α и выдержите назначенный фасонный профиль 2. Проверьте заточку контршаблоном 5. Шаблон б используйте для проверки профиля фасонной поверхности детали. Если переднюю поверхность детали заточить по штриховой линии 4, профиль главной режущей кромки изменится. После заточки заднюю и переднюю поверхности доведите бруском. Сложную фасонную главную заднюю, поверхность затачивают на специальных станках.