

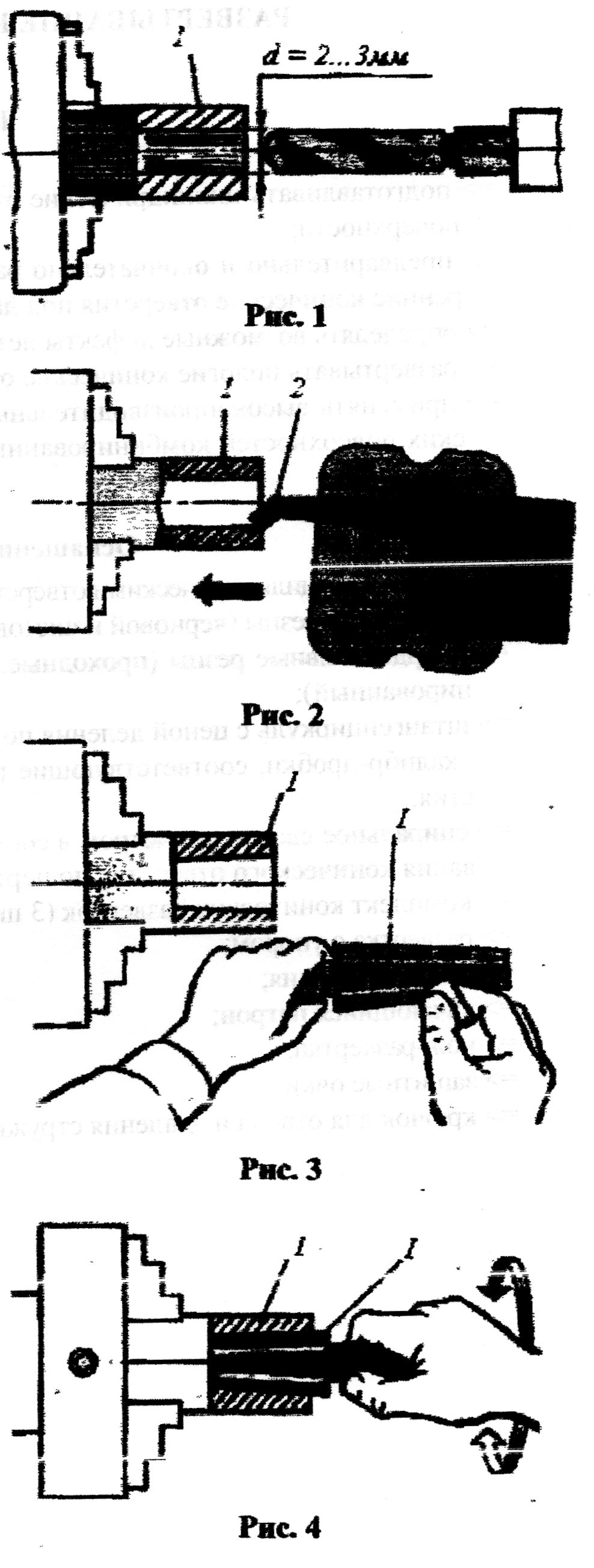
1. Предварительная обработка конического отверстия
1.1. Возьмите спиральное; сверло (рис. 1) диаметром меньше на 1 ...2 мм меньшего диаметра обрабатываемого конического отверстия и просверлите отверстие под растачивание конического отверстия с пологим конусом.
1.2. Поворотную часть суппорта (рис. 2) поверните (на себя) на угол уклона конуса а. Переместите верхние салазки в крайнее правое положение. Настройте станок на требуемый режим резания, установите и закрепите расточной черновой проходной резец. Подайте резец 2 на врезание, проверьте получаемый размер и расточите отверстие в заготовке 1 предварительно. Салазки подавайте равномерно, вращая рукоятку их винта обеими руками по часовой стрелке.
2. Проверка получаемой конусности
2.1. Коническую калибр-пробку I (рис. 3) возьмите в левую руку, а кусочек мела - в правую. С легким нажимом проведите на поверхности калибр-пробки несколько меловых линий (три-четыре). Следите, чтобы на проведенных линиях не оставались крупинки мела. Вместо меловых линий можно нанести на поверхности калибра тонкий слой краски.
2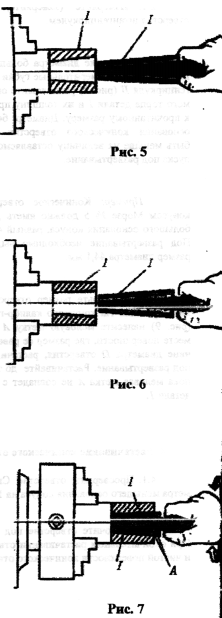 .3.
Достаньте калибр-пробку 1 (рис. 5) из
отверстия и если меловые линии стерлись
равномерно по всей конической
.3.
Достаньте калибр-пробку 1 (рис. 5) из
отверстия и если меловые линии стерлись
равномерно по всей конической
поверхности калибр-пробки, то конусность конического отверстия выдержана правильно.
Продолжайте растачивать отверстие до получения требуемых размеров. Если меловые линии стерлись посередине поверхности калибра, то это значит, что резец установлен выше или ниже линии центров. В этом случае резец следует установить правильно и только после этого продолжите растачивать коническое отверстие.
Если линии стерлись со стороны большего диаметра конуса калибр-пробки I (рис. 6), то поворотную часть суппорта несколько поверните по часовой стрелке и снова снимите пробную стружку и поступайте так до получения требуемой конусности отверстия,
2.4. Настройте станок па чистовой режим резания, установите расточной чистовой проходной резец. Растачивайте отверстие ручной подачей резца равномерно, вращая рукоятку винта верхних салазок обеими руками. Следите за получением гладкой и чистовой поверхности.
2.5. Проверьте конусность и размеры окончательно расточенного конического отверстия.
Отверстие по размерам будет выдержано, если торец заготовки 1 (рис. 7) находится в пределах рисок А, нанесенных на калибре I.
3. Растачивание конического отверстия под развертывание
3.1. Измеряйте (замеряйте) размер отверстия штангенциркулем.
При проверке диаметра большого основания конуса измерительные губки а штангенциркуля II (рис. 8) расположите около самого торца детали 1 и их толщину прибавьте к прочитанному размеру. Диаметр большого основания конического отверстия должен быть меньше на величину оставляемого припуска под развертывание.
Пример: Коническое отверстие с конусом Морзе № 5 должно иметь диаметр большого основания конуса, равный 44,4 мм. Под развертывание необходимо выдержать размер диаметра 44,1 мм.
Проверьте размер отверстия калибр-пробкой. На конусную калибр-пробку I (рис. 9) нанесите меловую метку А на том месте поверхности, где размер ее равен величине диаметра D отверстия, растачиваемого под развертывание. Растачивайте до тех пор, пока меловая метка А не совпадет с торцом детали 1.