

Обтачивание конической поверхности
Установите и закрепите заготовку и проходной резец. При установке заготовки в центрах обратите внимание на смазку заднего центрового отверстия, наличие удлиненного пальца поводковой планшайбы.
Целесообразнее применять вращающиеся задние центры с шаровой вершиной. Размеры и конусность проверьте по калибр-втулке.
УРОК. ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ С ПОМОЩЬЮ КОНУСНОЙ ЛИНЕЙКИ
Цель урока
Научиться:
=> устанавливать конусную линейку на токарном станке;
=> определять направление поворота конусной линейки и поворачивать ее на определенную
=> величину в градусах или миллиметрах
=> обтачивать наружные конические поверхности с помощью конусной линейки; проверять
=> наружные конические поверхности деталей.
Оснащение рабочего места
=> Станок модели 1K62, комплекты принадлежностей и приспособление с конусной линейкой;
=> зацентрованные заготовки для упражнений и производственных заданий;
=>штангенциркуль с ценной деления по нониусу ОД.. .0,05 мм;
=> измерительная линейка;
=> шаблон;
=> универсальный угломер;
=> калибр-втулка;
=> гаечный ключ 14x17;
=> центры (жесткий и вращающийся);
=> проходные резцы (черновой и чистовой);
=> хомутики;
=> защитные очки;
=> крючок для отвода и удаления стружки.
1. Наладка станка для обтачивания наружных конических поверхностей с
помощью конусной линейки
1.2. Наладьте станок на обтачивание наружной конической поверхности.
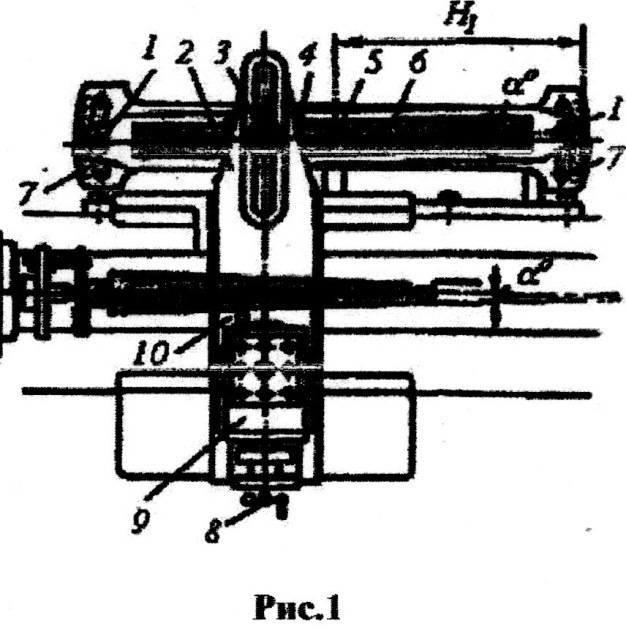
Отвинтите гайку I (рис. 1) на 1-2 оборота, повертите линейку б около ее оси 5, пользуясь градуированной шкалой 7, на угол а, завинтите гайки.
а) Поперечные салазки паза для гайки винта поперечной подачи
Верхнюю поворотную часть суппорта 9 повертите к оси заготовки под углом 90. Временно удалите винт 8 поперечной подачи нижних салазок 10 суппорта. Закрепите гайкой 3 нижние поперечные салазки 2, с ползуном 4.
б) Поперечные подачи салазок суппорта с пазом для гайки винта поперечной подачи.
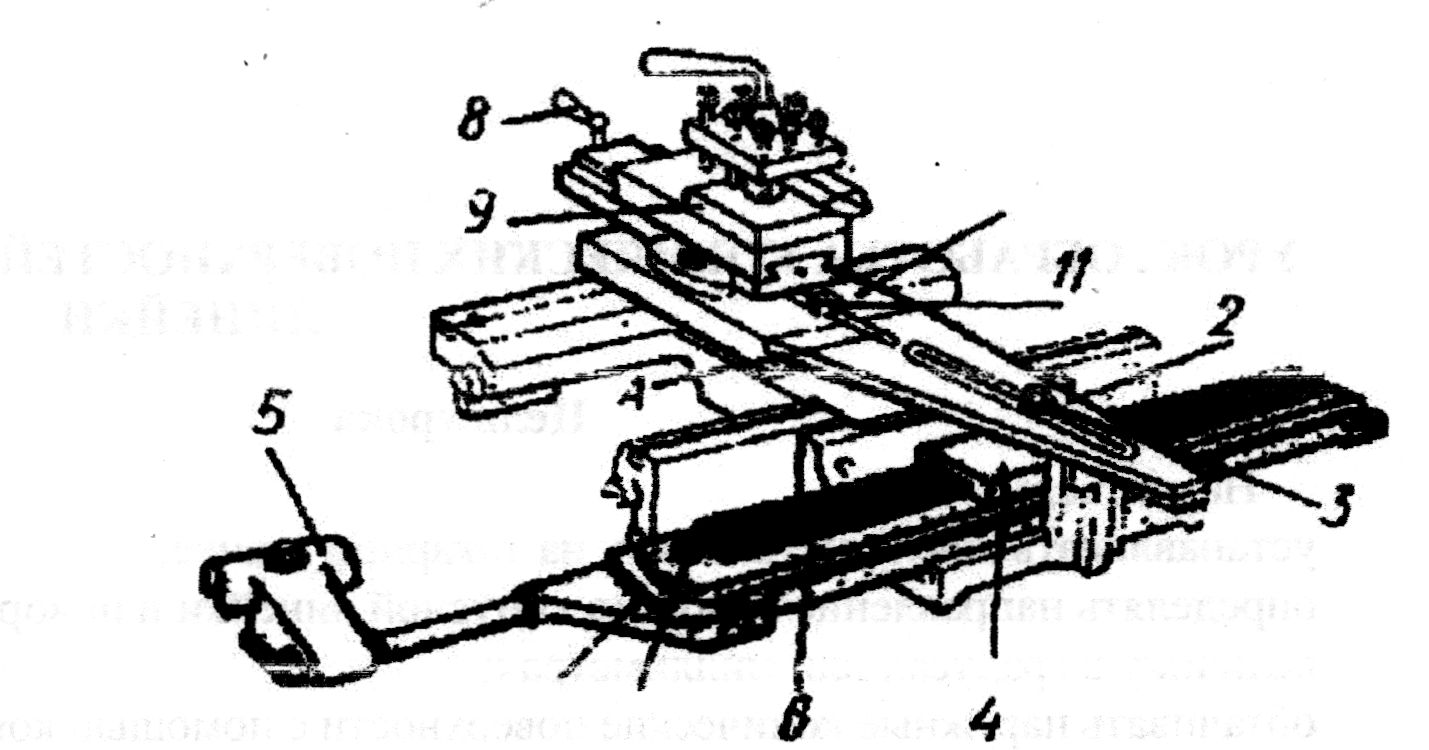
Для поворота линейки 6 (рис. 2) отвинтите гайку 1, и по шкале 7 поверните линейку 6. После поворота линейки 6 и верхней части суппорта 9 отвинтите винт 11 крепления гайки-винта поперечной подачи нижних салазок который в этом случае не удален. Прорезь А позволяет перемешаться салазкам 10, а следовательно и резцу вместе с ползуном 4 и тягой 2.
Закрепите гайку 3. Закрепите нижнюю часть линейки на станине при помощи кронштейна 5. Если на линейке нет градусных делений, величину С поворота линейки определите по формуле: С = H1 / D-d / 2l
где НI - расстояние от оси 5 линейки до ее конца (рис. 1), мм; l - длина конической поверхности конуса обрабатываемой детали, мм.
2. Обтачивание конической поверхности
Обточите коническую поверхность.
Резец подайте на требуемую глубину резания, вращая рукоятку винта верхней поворотной части суппорта (рис. 1, 2). Смотрите инструкционную карту "Обработка наружных поверхностей поворотом верхней части суппорта"
УРОК. РАСТАЧИВАНИЕ КОНИЧЕСКИХ ОТВЕРСТИЙ ПОВОРОТОМ ВЕРХНИХ САЛАЗОК СУППОРТА. РАЗВЕРТЫВАНИЕ КОНИЧЕСКИХ ОТВЕРСТИЙ
Цель урока
Научиться:
=> подготавливать цилиндрические отверстия для дальнейшей обработки конической поверхности;
=> предварительно и окончательно растачивать и проверять пологие и крутые внутренние конические отверстия под дальнейшее развертывание;
=> определять возможные дефекты деталей, меры их предупреждения и устранения; => развертывать пологие конические отверстия комплектом разверток;
=> применять высокопроизводительные приемы при обработке сопрягаемых конических поверхностей комбинированными резцами, с помощью специальных приспособлений.
Оснащение рабочего места
=> Заготовки с цилиндрическими отверстиями;
=> расточные резцы (черновой и чистовой);
=> твердосплавные резцы (проходные, расточные, проходной двухсторонний, комбинированный);
=> штангенциркуль с ценой деления по нониусу 0,1...0,05 мм;
=> калибр-пробки, соответствующие размерам обрабатываемого конического отверстая;
=> спиральное сверло диаметром в соответствии с размером диаметра меньшего основания конического отверстия по чертежу;
=> комплект конических разверток (3 шт);
=> развертка с упором;
=> приспособления;
=> качающийся патрон;
=> нож-развертка;
=> защитные очки:
=> крючок для отвода и удаления стружки.
РАСТАЧИВАНИЕ КОНИЧЕСКИХ ОТВЕРСТИЙ