

1. Вытачивание внутренних канавок
Установить и закрепить в резцедержателе расточный канавочный резец.
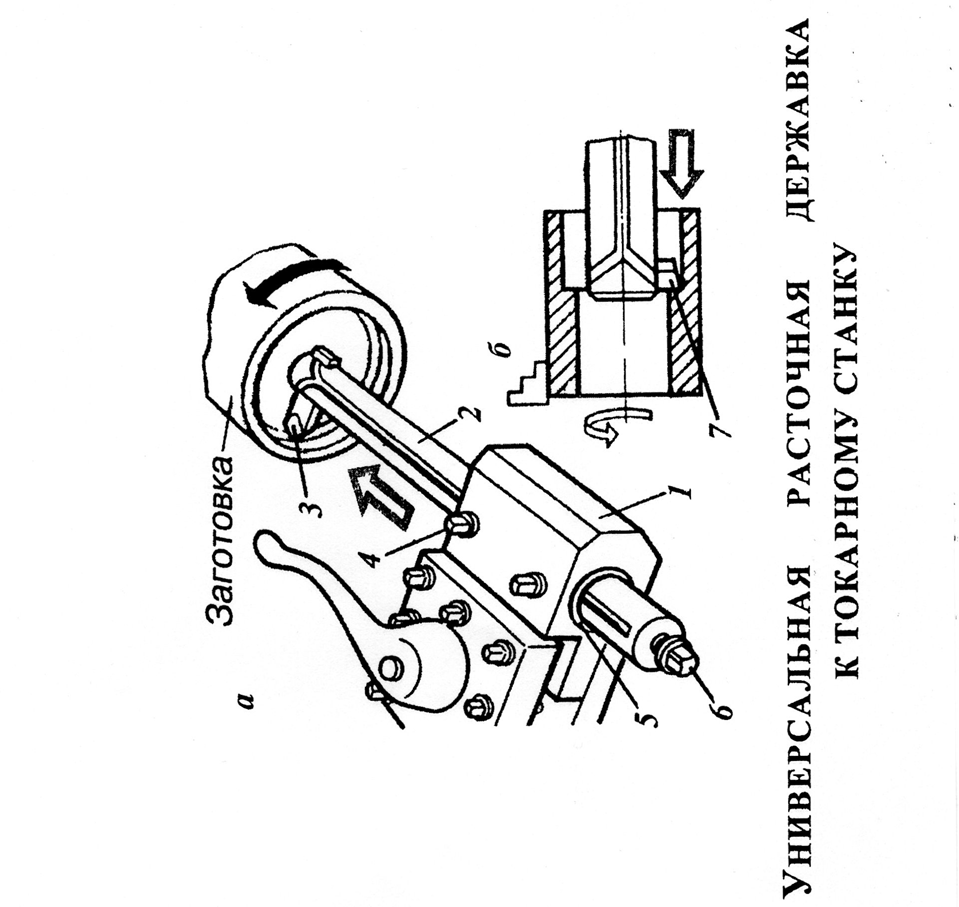
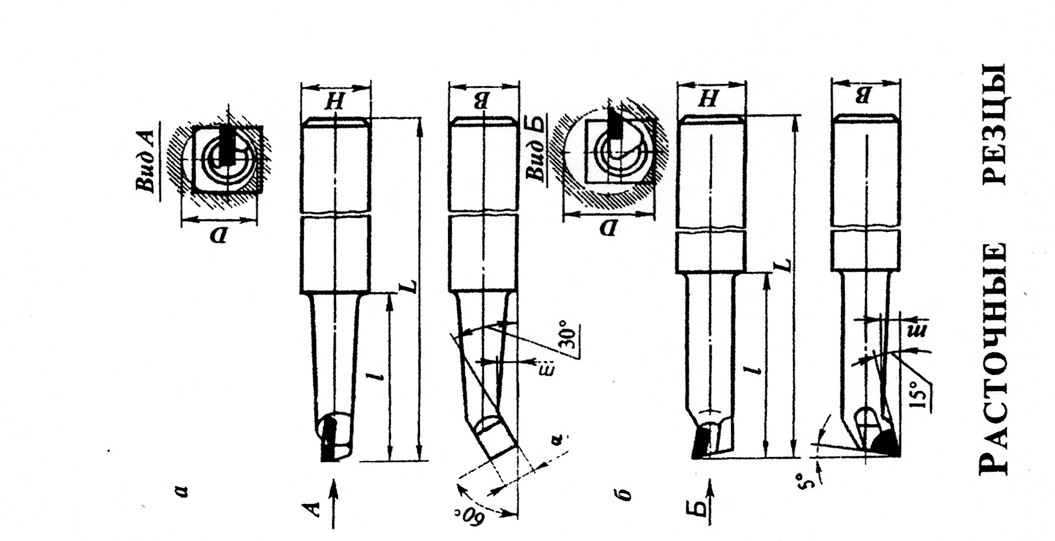
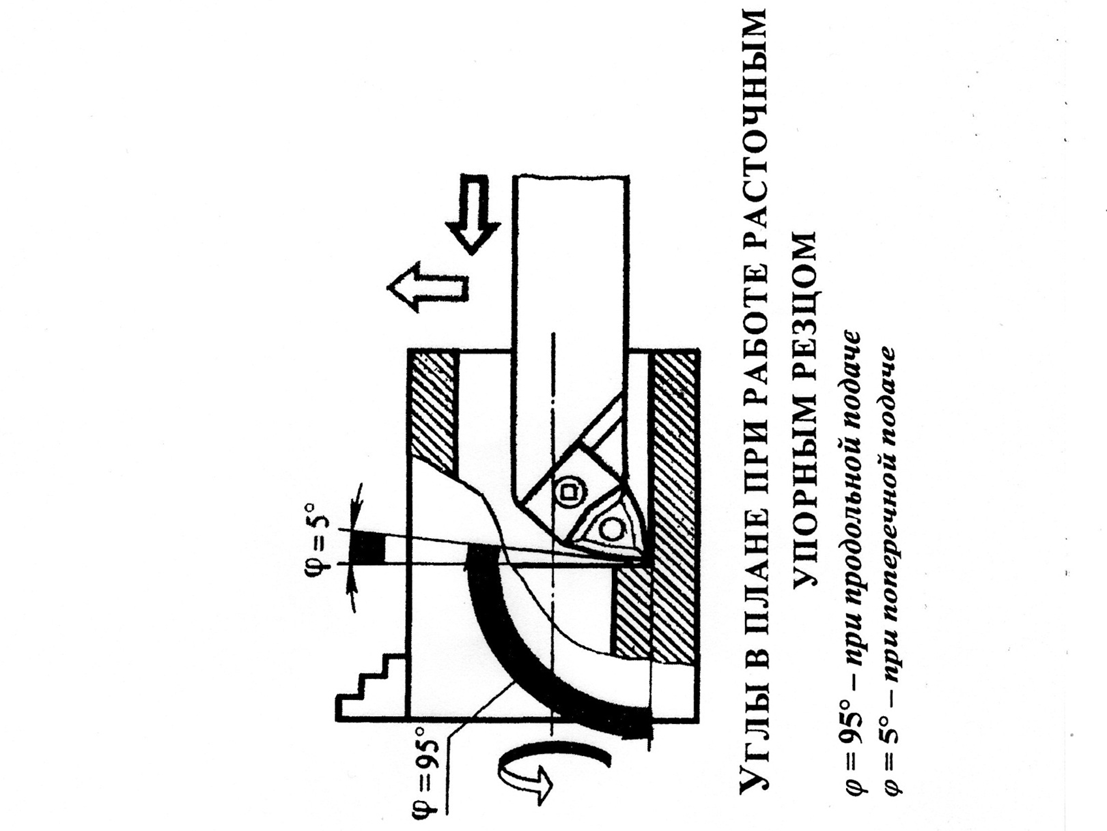
Осевая линия АЛ (рис. 1) головки резца 2 должна быть параллельна торцу и перпендикулярна оси детали 1, Режущую кромку резца установить строго по оси центров.
Установить требуемую частоту вращения шпинделя и заданную величину подачи.
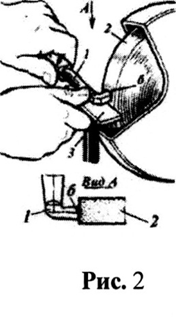
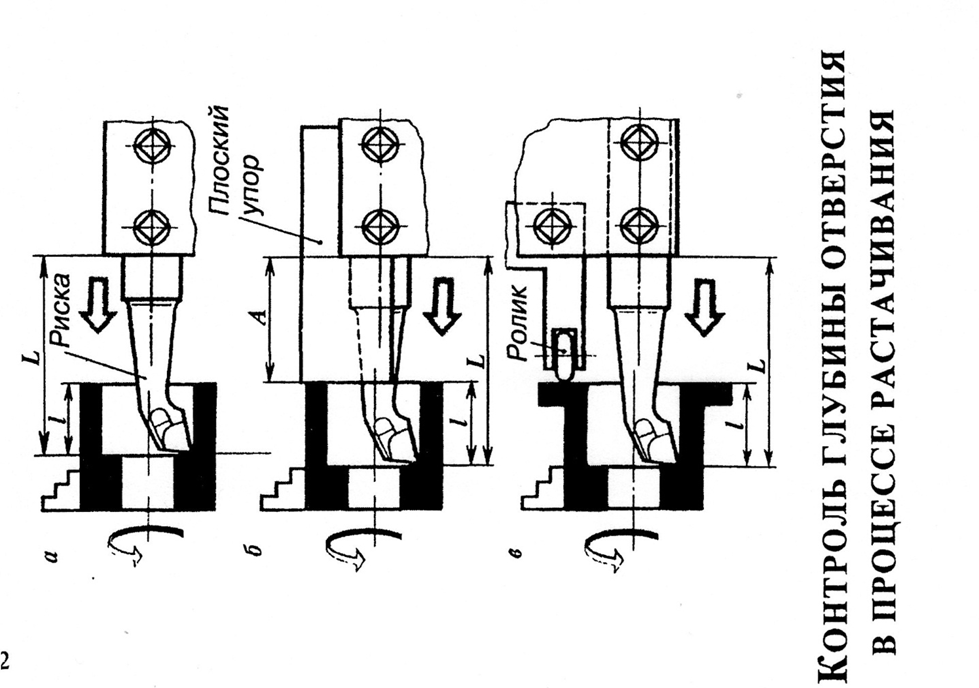
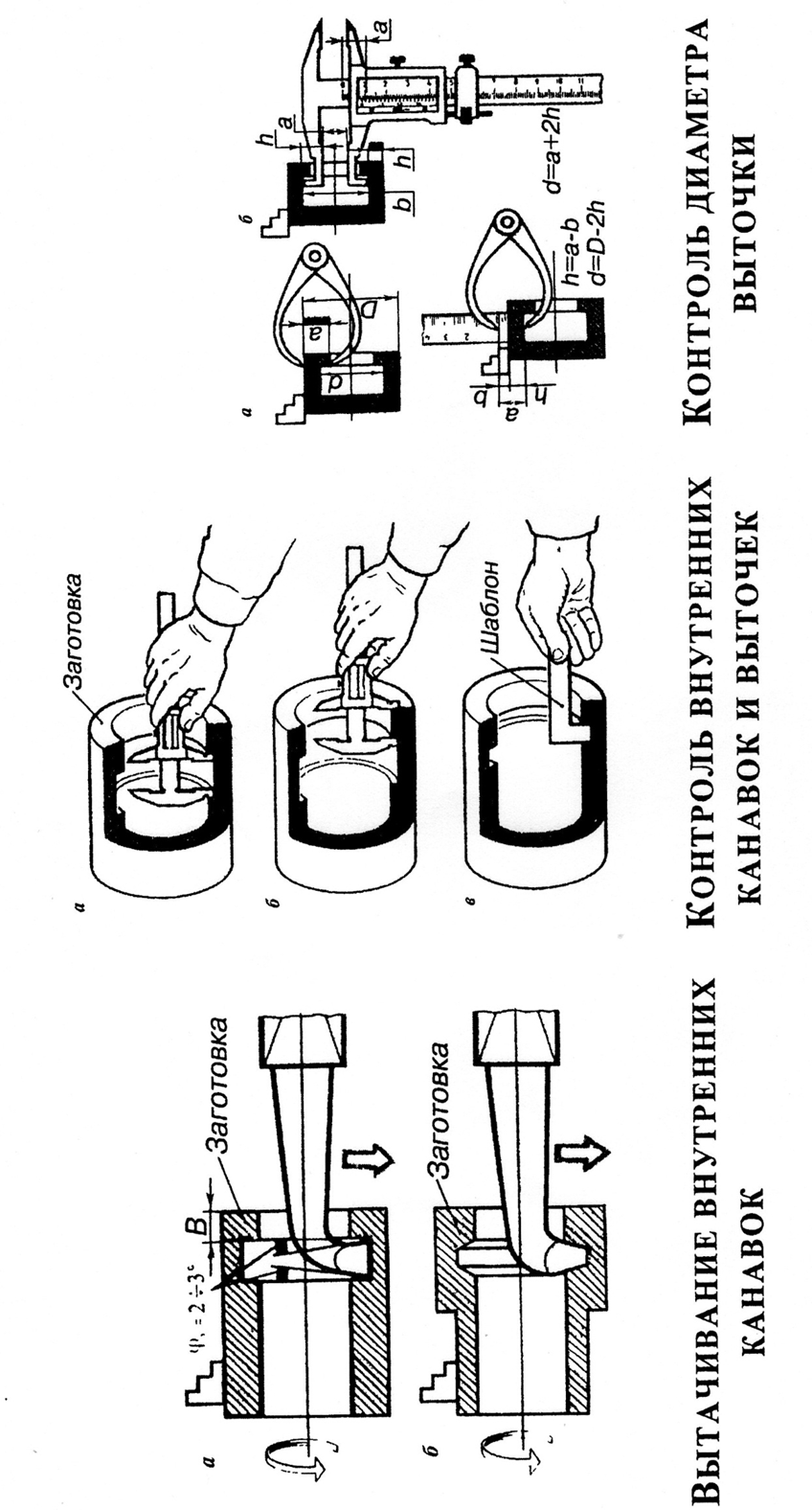
Выточить узкую канавку в гладком цилиндрическом отверстии. Подать резец в отверстие по стрелке А (рис. 2) на расстояние / от левой вершины головки резца до отметки а на стержне резца. Поперечной подачей по стрелке Б произвести врезание резца на глубину канавки по лимбу. Подать резец в отверстие можно другим способом: коснуться левой вершиной головки резца торца детали до появления едва заметной чёрточки, немного отвести резец к оси детали, выставить лимб продольной подачи на нулевую отметку, переместить резец на заданное расстояние по лимбу продольной подачи или по лимбу винта верхних салазок суппорта.
Затем резец отвести к оси детали и вывести его из отверстия.
Выточить широкую канавку. Как и в п. 1.3, резец подать в отверстие на расстояние от торца детали и выточить канавку, не доводя резец до полной глубины её на 0,1...0,2 мм. Отвести резец к оси детали (рис. 3) и переместить его правой вершиной головки вправо на ширину канавки по лимбу винта продольной подачи или лимбу винта верхних салазок суппорта, выполнить по лимбу винта поперечной подачи врезание резца на полную глубину канавки.
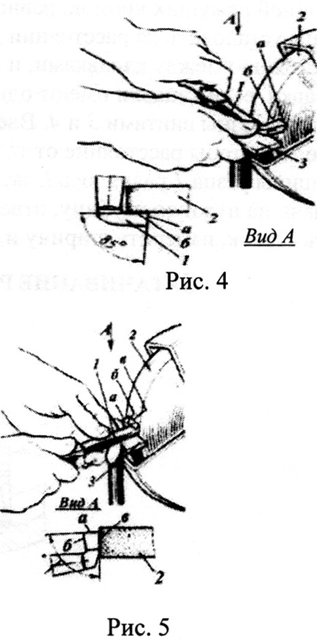
Переместить резец до левой стенки канавки (рис. 4). Затем резец отвести к оси детали и вывести его из отверстия.
Если ширина канавки в два раза больше ширины режущей кромки канавочного резца, то расширять канавку следует за несколько поперечных ходов резца
2 . Измерение размеров выточенной канавки
Измерение измерительной линейкой.
Измерительную линейку I (рис. 5) ввести в отверстие детали, прижимая её боковой стороной к поверхности отверстия так, чтобы конец линейки упирался в левую стенку канавки. По расположению правой стенки канавки на шкале линейки определяем её ширину, а по расположению торца - расстояние l.
Измерение штангенциркулем.
Ввести штангенциркуль в отверстие детали (рис. 6) и короткими губками измерить ширину канавки. Для контроля размеров канавки применяют также кронциркуль и штангенциркуль со специальными губками.
2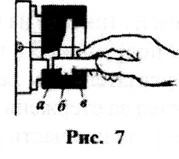 .3.Измерение
двусторонним шаблоном.
.3.Измерение
двусторонним шаблоном.
Шаблон (рис. 7) взять правой рукой и ввести его выступающей частью б в канавку. Выступающая часть должна плотно входить в канавку. Выступом проверить глубину канавки, по зазору (в пределах допуска) на заплечиках а, в определить, выдержана ли заданная глубина канавки.
3. Вытачивание двух канавок одновременно двумя резцами
Д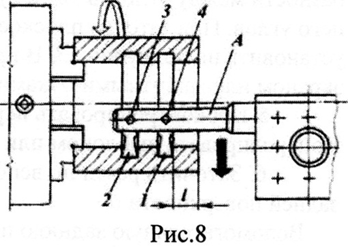 ля
повышения производительности труда
при вытачивании двух канавок применить
оправку
А
(рис. 8) с установленными в ней канавочными
резцами 1 и 2 с шириной режущих кромок,
равной ширине канавок. Резцы установить
на расстоянии друг от друга, равном
расстоянию между канавками, и с одинаковым
вылетом оправки, если канавки имеют
одинаковую глубину. Закрепить резцы
винтами
3
и
4.
Ввести оправку в отверстие так, чтобы
расстояние от торца заготовки до правой
вершины резца 1 равнялось l,
затем произвести врезание резцов по
лимбу винта поперечной подачи на нужную
глубину, отвести оправку к центру
отверстия и вывести из него, выключить
станок, измерить ширину и глубину
канавок
ля
повышения производительности труда
при вытачивании двух канавок применить
оправку
А
(рис. 8) с установленными в ней канавочными
резцами 1 и 2 с шириной режущих кромок,
равной ширине канавок. Резцы установить
на расстоянии друг от друга, равном
расстоянию между канавками, и с одинаковым
вылетом оправки, если канавки имеют
одинаковую глубину. Закрепить резцы
винтами
3
и
4.
Ввести оправку в отверстие так, чтобы
расстояние от торца заготовки до правой
вершины резца 1 равнялось l,
затем произвести врезание резцов по
лимбу винта поперечной подачи на нужную
глубину, отвести оправку к центру
отверстия и вывести из него, выключить
станок, измерить ширину и глубину
канавок
Затачивание расточного прорезного (канавочного) резца

У
 становить
резец.
становить
резец.
Резец 1 (рис. 2) взять за стержень левой рукой, установить на подручник 3 так, чтобы стержень резца был расположен параллельно оси вращения круга 2 (вид по стрелке А).
Заточить по главной задней поверхности. Большим пальцем правой руки прижимать головку резца к шлифовальному кругу 2, одновременно поворачивая её левой рукой вверх на себя. Затачивать главную заднюю поверхность (главную режущую кромку б) резца возвратно-поступательным движением в продольном направлении и охлаждать.
Проконтролировать главный задний угол резца. Контролировать по шаблону или угломером.
Заточить резец по передней поверхности.
Р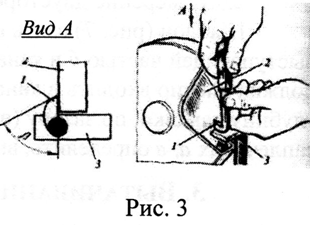 езец
1 (рис. 3) из быстрорежущей стали установить
на подручник 3 в вертикальном положении.
Большим и указательным пальцами левой
руки удерживать резец за стержень и
создавать лёгкий нажим головки на
угловую часть рабочей поверхности
круга
2.
При затачивании следить, чтобы главная
режущая кромка была параллельна
плоскости вращения круга
2.
Угол заострения
β
(вид по стрелке
А)
должен равняться разности между углом
в 90° и суммой заднего и переднего
углов. При заточке плоскостей передней
поверхности (вид по стрелке
А)
головку резца
1 установить
на подручник 3. В процессе затачивания
головку резца охлаждать и пользоваться
экраном или защитными очками.
езец
1 (рис. 3) из быстрорежущей стали установить
на подручник 3 в вертикальном положении.
Большим и указательным пальцами левой
руки удерживать резец за стержень и
создавать лёгкий нажим головки на
угловую часть рабочей поверхности
круга
2.
При затачивании следить, чтобы главная
режущая кромка была параллельна
плоскости вращения круга
2.
Угол заострения
β
(вид по стрелке
А)
должен равняться разности между углом
в 90° и суммой заднего и переднего
углов. При заточке плоскостей передней
поверхности (вид по стрелке
А)
головку резца
1 установить
на подручник 3. В процессе затачивания
головку резца охлаждать и пользоваться
экраном или защитными очками.
П
 роконтролировать
передний угол. Контролировать шаблоном
или угломером.
роконтролировать
передний угол. Контролировать шаблоном
или угломером.Заточить резец по вспомогательной задней поверхности б.
Вспомогательную заднюю поверхность б резца 1 (рис. 4) заточить на торцовой поверхности круга 2. Резец держать левой рукой, установить его на подручник 3, большим пальцем левой руки поддерживать стержень.
Легкий нажим резца на камень создавать левой рукой, перемещая резец одновременно влево.
Угол правильной заточке угол между главной задней поверхностью а и вспомогательной зад ней б должен составлять примерно 85° (вид по стрелке А).
7. Заточить резец по вспомогательной задней поверхности в.
В процессе затачивания резец охлаждать. Резец 1 (рис. 5) взять за стержень правой рукой и установить его на подручник 3 с небольшим наклоном вниз и вправо. Нажим резца на круг создавать усилием правой руки. При затачивании вспомогательной задней поверхности в сообщить резьбе возвратно-поступательное движение в продольном направлении. При правильной заточке угол между главной а и вспомогательной в задними поверхностями должен составлять примерно 85.. 87° (вид по стрелке Л,).
8. Довести режущие кромки головки резца. Доводку режущих кромок выполнить мелкозернистым бруском из зелёного карбида кремния или алмазным.

/
УРОК № 1. НАРЕЗАНИЕ КРЕПЁЖНЫХ РЕЗЬБ ПЛАШКАМИ
Цель урока
Научиться:
=>настройке станка на нарезание резьбы плашками;
=> нарезать треугольную резьбу плашками на деталях, закрепляемых в трёхкулачковом патроне с подачей плашки пинолью задней бабки (точность выполнения работ по 8...9-му квалитетам, шероховатость поверхностей по Ra = 25 мкм, Rz = 20 мкм);
=> приёмам контроля резьб, нарезанных плашками;
=> предупреждать возможные случаи брака при нарезании резьбы плашкой.
Оснащение урока
=> Станок модели 16К20 или 1К62;
=>плашки цельные и разрезные;
=>плашкодержатель
=> заготовки для нарезания резьбы;
=> штангенциркуль с ценой деления по нониусу 0,05 ...0,1 мм;
=> гильзы-упоры;
=> резьбовое калибр-кольцо;
=> чертеж детали.
НАРЕЗАНИЕ РЕЗЬБЫ ПЛАШКАМИ