

4. Растачивание отверстий с применением различных упоров

4.1. Расточить отверстие с применением упора-кольца.
Установить заготовку для растачивания отверстий с применением упора-кольца.
Толщина упора-кольца 1 (рис. 13) должна быть такой, чтобы можно было прочно закрепить заготовку за буртик А, торец которого должен выходить за пределы кулачков на 3- 4 мм для свободного подхода проходного резца, если будет производиться обтачивание по наружному диаметру. Расточить отверстие.
4.2. Расточить отверстие с применением регулируемого упора.
Установить заготовку для растачивания отверстия с применением регулируемого упора.
Универсальный регулируемый упор с тремя винтами и гайками (рис. 14) установить в коническое отверстие шпинделя, винты 2 регулировать с таким расчётом, чтобы устанавливаемую заготовку можно было прочно закрепить в кулачках за цилиндрическую наружную поверхность Б.

4.3. Расточить ступенчатое отверстие по риске. Нанести риску на стержне резца (рис. 15) на расстоянии от вершины А, равном расстоянию от торца заготовки до уступа. Расточить отверстие. Механизм подачи суппорта при подходе риски к торцу детали выключить, а затем довести резец до совпадения риски с торцом детали ручной подачей.
4.4. Расточить ступенчатое отверстие с использованием уступа разрезной втулки. При обработке тонкостенных втулок и в том случае, когда за чистовую базу принимают обработанную наружную цилиндрическую поверхность втулки, применяют разрезную втулку (рис. 16).
В данном случае применить два упора: уступ разрезной и продольный, устанавливаемый на направляющих станины.
При закреплении тонкостенной втулки следует учитывать возможность её деформации под действием усилия зажима кулачков патрона (рис. 17).
При этом после растачивания и снятия втулки со станка её наружная поверхность 1 (рис. 18) примет цилиндрическую форму, а внутренняя (расточенная) поверхность 2 будет иметь огранку.
Для предупреждения такого дефекта следует применять широкие (сегментные или удлиненные) кулачки, цанговый патрон.
4.5. Расточить ступенчатое отверстие с применением упора - шпиндельной оправки.
Шпиндельный упор (рис. 19) установить в коническое отверстие шпинделя, а на направляющие станины установить и закрепить продольный упор. Шпиндельный упор предназначен для заготовки, а продольный упор на станине - для суппорта.
4.6. Расточить ступенчатое отверстие с применением упора - плоской планки, закреплённой в резцедержателе.
Плоскую планку-упор (рис. 20) закрепить в резцедержателе вместе с резцом и расточить отверстие до тех пор, пока торец планки не подойдёт вплотную к торцу детали.
4.7. Расточить отверстие обратной подачей резца.
П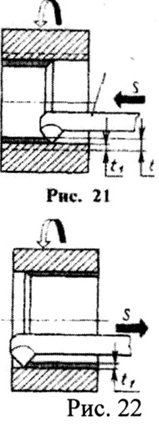 ри
врезании расточный резец 1 (рис. 21)
отжимается под действием упругой
реформации на определённую величину
припуска
t
относительно
заданного диаметра обработки, а при
выходе из отверстия возвращается в
первоначальное рабочее положение.
ри
врезании расточный резец 1 (рис. 21)
отжимается под действием упругой
реформации на определённую величину
припуска
t
относительно
заданного диаметра обработки, а при
выходе из отверстия возвращается в
первоначальное рабочее положение.
При этом рекомендуется не смещать резец в поперечном положении и не выводить из отверстия, следует включить обратную подачу и снять оставшийся припуск (рис. 22).