

3. Обязанности токаря во время работ на станке
3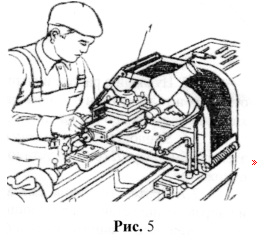 .1. Соблюдать
порядок и чистоту на рабочем месте.
.1. Соблюдать
порядок и чистоту на рабочем месте.
3.2. Не снимать предохранительных ограждения.
3.3. Помещать изготовленные детали, инструмент и т. д. на соответствующие места.
3.4. Использовать защитные очки или защитный экран 1 (рис. 5).
3.5. Применять предохранительные кожухи 1 на поводковые и трёхкулачковые патроны (рис. 6).
3.6. При обработке заготовок массой более 16 кг запрещается одному поднимать их и устанавливать, для этого следует использовать земные устройства или обратиться
за помощью к подсобному рабочему
3.7. Надёжно закреплять обрабатываемую заготовку и режущий инструмент.
3.8. Перед включением электродвигателя станка выключить все рычаги управления.
3.9. Применять режимы, указанные в технологической карте, или выбирать их для данного вида обработки по соответствующим таблицам справочника.
3
Рис. 6.
а - поводковые патроны;
б - трёхкулачковые патроны
.10. Обязательно выключать электродвигатель при смене режущего инструмента, установке и снятии обрабатываемой заготовки, уборке, чистке и смазке станка.
3.11. Не оставлять станок без присмотра.
3.12. Не удалять со станка стружку руками.
3.13. Не класть на направляющие станины заготовки, детали и инструмент.
3.14. Не удерживать руками вращающийся патрон.
3.15. Готовые детали складывать в предназначенную для них тару.
3.16. При закреплении заготовок нельзя допускать выхода кулачков из корпуса патрона. При необходимости использовать обратные кулачки или заменить патрон на другой, требуемого размера.
3.17. Во время работы не облокачиваться на станок и не прижиматься к нему.
3.18. Применять правильные приёмы работы: подводить резец, сверло и другие инструменты к вращающейся заготовке, выключать механизм вращения шпинделя только после отвода инструмента от заготовки.
3.19. На рабочем месте не загромождать проходы, следить за тем, чтобы пол вокруг станка не заливался смазочно-охлаждающей жидкостью и маслом.
3.20. При неисправностях электрической системы станка работу прекратить и сообщить о случившемся мастеру или механику.
4. Обязанности токаря после окончания работ на станке
4.1. Выключить электродвигатель станка.
4.2. Открепить режущий инструмент (резцы, сверла).
4.3. Снять приспособления и инструмент, протереть их и положить на предназначенные для них места, а некоторые инструменты подготовить к сдаче в раздаточную инструментальную кладовую.
4.4. Сдать готовую продукцию, технологическую документацию (если это потребуется).
4.5. Убрать стружку крючком 1 и щёткой 2 (рис. 7).
4.6. Протереть рабочие и остальные части станка обтирочным материалом (рис. 8).
4.7. Смазать направляющие станины и салазок (рис. 9), пиноль задней бабки чистым маслом (Индустриальное-30). Для смазки поверхностей направляющих станины каретку суппорта следует перемещать несколько раз попеременно от передней бабки к задней и наоборот.
4.8. Подготовить станок к сдаче: сдвинуть заднюю бабку (см. рис. 2 и 3, б) вправо в конец станка, переместить каретку суппорта на середину направляющих станины, установить верхние салазки в левое положение у конца направляющих,
переместить поперечные салазки (вместе с резцедержателем) от оси центров к переднему краю поперечных направляющих, проверить положение тумбочки и подножной решётки.
4.9. Не мыть руки эмульсией, маслом, керосином и не вытирать их чистым и использованным обтирочным материалом.
4.10. Сдать рабочее место учащемуся - сменщику или мастеру, обязательно сообщить о замеченных неполадках станка