

4. Контроль величины заточки главного заднего угла
Рис.4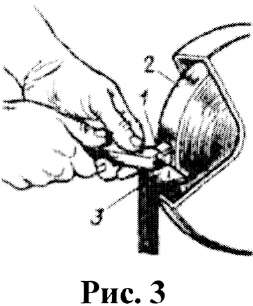
4.2. Контроль специальным шаблоном (рис. 5).
Рис.
5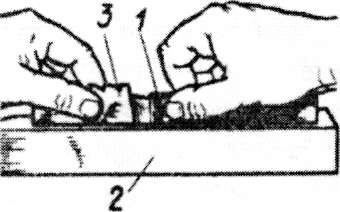 аблон
3 взять в левую руку, резец 1 в правую.
Поставить шаблон и резец на хорошо
обработанную плоскость 2 и по плотности
прилегания главной задней поверхности
резца к скошенной стороне шаблона
проверить величину заточки главного
заднего угла.
аблон
3 взять в левую руку, резец 1 в правую.
Поставить шаблон и резец на хорошо
обработанную плоскость 2 и по плотности
прилегания главной задней поверхности
резца к скошенной стороне шаблона
проверить величину заточки главного
заднего угла.
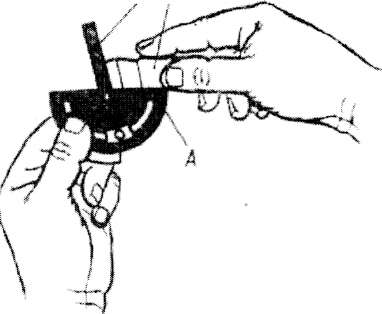
Контроль заточки вспомогательного угла производится теми же способами
Рис.
6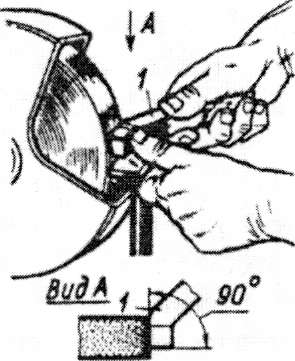 .
Заточка резца по вспомогательной задней
поверхности
.
Заточка резца по вспомогательной задней
поверхности
Угол между главной и вспомогательной поверхностями (режущими кромками) должен быть примерно равен 90° (вид по стрелке А, рис. 6).
6. Контроль величины заточки вспомогательного заднего угла и угла при вершине между главной и вспомогательной задней поверхностями
Рис.
7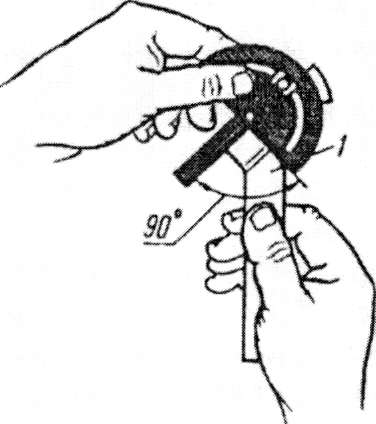 еличину
заточки вспомогательного заднего угла
контролировать, как показано на рисунках
4 и 5. Для контроля угла в плане взять
резец 1 в правую руку (рис. 7), в левую
угломер и проверить величину заточки
резца.
еличину
заточки вспомогательного заднего угла
контролировать, как показано на рисунках
4 и 5. Для контроля угла в плане взять
резец 1 в правую руку (рис. 7), в левую
угломер и проверить величину заточки
резца.
7. Заточка резца по передней поверхности
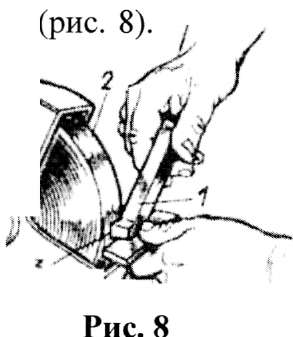 Заточить
на длину 3... 5 мм под заданным углом γ
Взять резец 1 за стержень правой рукой,
большим пальцем левой руки прижать
резец к шлифовальному кругу2.
Резец должен быть
расположен так, чтобы главная режущая
кромка 3 была параллельна плоскости
вращения шлифовального круга.
Заточить
на длину 3... 5 мм под заданным углом γ
Взять резец 1 за стержень правой рукой,
большим пальцем левой руки прижать
резец к шлифовальному кругу2.
Резец должен быть
расположен так, чтобы главная режущая
кромка 3 была параллельна плоскости
вращения шлифовального круга.

8. Контроль величины заточки переднего угла

β=90°-(γ + α2)=90°-(6+13)=71 ° при α2= α+50=8°+5о=13°.
Контроль переднего угла или угла заострения вести специальным угломером (рис. 9) или шаблоном (рис. 10). По показанию угломера (1 - шаблон-указатель, 2 - градуированная шкала) или по вырезу шаблона 1 определить правильность заточки резца.
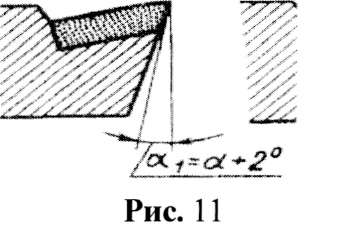
9. Вторичная заточка резца
Вторично заточить резец по главной и вспомогательной задним поверхностям твёрдосплавной пластинки (рис. 11).
10. Заточка фаски по главной задней поверхности
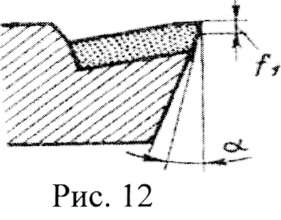
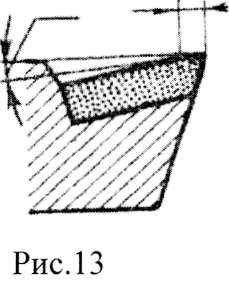
11. Заточка фаски по передней поверхности
Выбранную величину переднего угла фаски выдержать путём доводки на участке передней поверхности, прилегающей к главной режущей кромке, по узкой фаске f размером примерно 0,2...0,5 мм (рис. 13).
1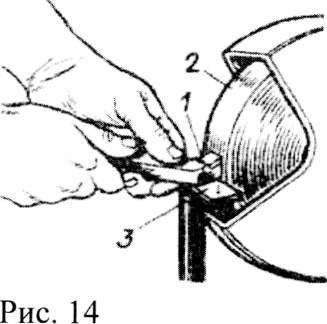 2.
Заточка вершины головки резца
2.
Заточка вершины головки резца
Резец 1 установить на подручник 3 и удерживать обеими руками перпендикулярно оси вращения шлифовального круга 2.Подвести резец к кругу и слегка нажать на него ребром головки, образованным от пересечения главной и вспомогательной поверхностей. Для закругления ребра, а следовательно, и вершины головки резца хвостовую часть державки покачивать вправо и влево (рис. 14).

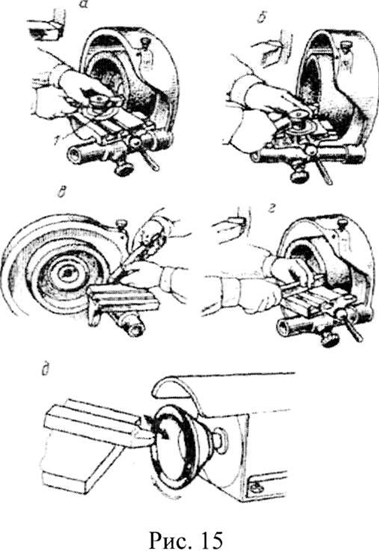
На рис. 15 показана заточка резца 1: а - по главной задней поверхности; б - по вспомогательной задней поверхности; в - по передней поверхности; г - закругление вершины; д- по главной задней поверхности шлифовальным кругом, состоящим из металлического или пластмассового корпуса и алмазного кольца.
14. Доводка заточенного резца

` оводку
резца производить по фаскам. На передней
и главной задней поверхностях на
эльборовых (для быстрорежущей стали)
или алмазных (для твёрдого сплава)
доводочных кругах
2 (рис. 16). Резец
1 закрепить на столе так, чтобы
режущая кромка резца находилась на
уровне или немного ниже центра доводочного
круга, который вращается со скоростью
1,5...2,5 м/с. Доводочный круг должен
набегать. Под режущую кромку (т. е. от
державки к пластинке), в противном
случае режущая кромка резца будет
соскабливать абразивные зёрна.
оводку
резца производить по фаскам. На передней
и главной задней поверхностях на
эльборовых (для быстрорежущей стали)
или алмазных (для твёрдого сплава)
доводочных кругах
2 (рис. 16). Резец
1 закрепить на столе так, чтобы
режущая кромка резца находилась на
уровне или немного ниже центра доводочного
круга, который вращается со скоростью
1,5...2,5 м/с. Доводочный круг должен
набегать. Под режущую кромку (т. е. от
державки к пластинке), в противном
случае режущая кромка резца будет
соскабливать абразивные зёрна.