УРОК № 1. ОЗНАКОМЛЕНИЕ С ОБЩИМ УСТРОЙСТВОМ ТОКАРНОГО СТАНКА И ПРИНАДЛЕЖНОСТЯМИ К НЕМУ
Цель урока
Ознакомиться с:
=> устройством и основными узлами токарно-винторезного станка, классификацией и назначением принадлежностей к токарному станку;
=> последовательностью наладки станка на заданную частоту вращения шпинделя и подачу;
=> способами установки принадлежностей токарного станка;
=> организацией рабочего места, обязанностями токаря;
=> правилами ухода за оборудованием.
Оснащение урока
=> Станок модели 16К20 или 1К62, комплекты принадлежностей и приспособлений к нему.
=> обтирочный материал;
=> специальный крючок для удаления стружки;
=> щётка;
=> маслёнка;
=> специальный шприц.
Устройство и назначение основных узлов токарно-винторезных станков
Несмотря на значительное разнообразие конструкций все токарно-винторезные станки имеют типовое устройство и состоят из следующих характерных узлов: станины, передней и задней бабок, суппорта, фартука, коробки подач, гитары сменных колёс, оснований двух тумб. Учебные мастерские в основном оснащены двумя типами токарных станков: 1К62, 16К20.
Наиболее характерными типами токарных станков являются токарно-винторезные 1К62, 16К20, предназначенные для выполнения всех токарных работ, включая нарезание резьб резцами.
Рис. 1. Токарно-винторезный станок 1К62
А - передняя бабка; Г- правая тумба; Ж - левая тумба;
Б - суппорт; Д - станина; 3 - коробка подач;
В - задняя бабка; Е - фартук; И-гитара сменных колес (под кожухом);
1,11 - рукоятки включения и переключения вращения шпинделя; 2, 3, 14 - маховички ручного перемещения суппорта;4 - рукоятка механической продольной и поперечной подачи суппорта; 5 - рукоятка закрепления пиноли задней бабки; 6 — рычаг закрепления бабки на станине; 7 — маховик перемещения пиноли задней бабки; 8 - рукоятка пакетного переключения в положение "Сеть"; 9 - ходовой винт;10 -ходовой вал; 12 - рукоятка маточной гайки; 13 - кнопки "Пуск" (чёрного цвета), "Стоп"(красного)
Основные узлы токарно-винторезного станка 1К62 (рис. 1)
1
-продольные
салазки (каретка);
-
поперечные салазки;
-
поворотная плита;
-
резцедержатель;
-
верхние салазки
А
- передняя
бабка - пустотелая
отливка, в которой размещается
коробка скоростей и главный ведомый
вал станка - шпиндель. Она служит для
установки обрабатываемой заготовки
и сообщения ей вращения с предусмотренной
частотой.
Б - суппорт - служит для перемещения резца в продольном, поперечном, угловом направлениях относительно оси обрабатываемой заготовки. Состоит из пяти основных частей (рис. 2).
В -задняя бабка - предназначена для поддержания свободного конца длинной заготовки посредством специальных приспособлений, а также установки осевого режущего инструмента (рис. 3).
Рис.
3. Задняя бабка плита;
2 -
пиноль; 3 - корпус
Д -станина - жёсткая чугунная отливка, на которой смонтированы все основные узлы станка. Сверху она имеет две пары направляющих, обеспечивающих прямолинейное перемещение суппорта и задней бабки в продольном направлении.
Е - фартук - крепится к продольным салазкам (каретке) суппорта. Размещённый в нём механизм предназначен для преобразования вращательного движения ходового винта 9 (рис. 1) или ходового вала 10 в поступательные перемещения суппорта.
Ж - левая тумба - пустотелая чугунная отливка, применяемая в качестве опоры станины. Внутреннее её пространство используется для размещения электродвигателя.
3 - коробка подач - предназначена для настройки станка на подачу или шаг нарезаемой резьбы.
И -гитара сменных колёс - является дополнительным механизмом коробки подач, расположена под кожухом и состоит из прямозубых шестерён. С её помощью можно практически неограниченно расширять диапазон настроек станка на шаги нарезаемых резьб.
lиll-рукоятки реверса станка - предназначены для включения вращения шпинделя станка против часовой и по часовой стрелке. Имеют 3 положения: крайнее верхнее положение - включение прямых оборотов (против часовой стрелки); крайнее нижнее положение - включение обратных оборотов (по часовой стрелке); нейтральное положение - остановка вращения шпинделя.
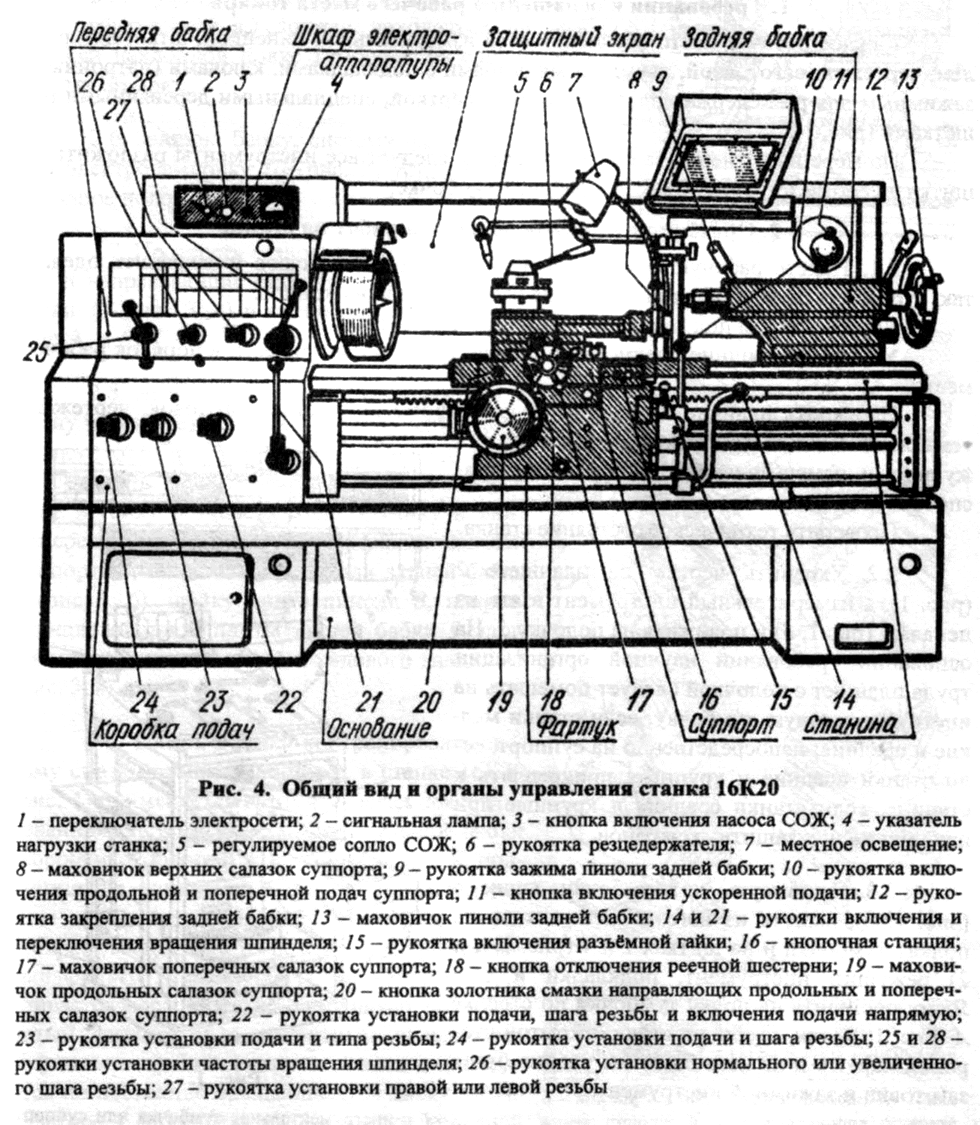
Основные узлы токарно-винторезного станка 16К20