

8 Контрольные вопросы
Какие параметры имеет резьба?
Что подразумевается под средним диаметром резьбы?
Какие средства измерения позволяют контролировать параметры резьбы?
Как измерить средний диаметр резьбы?
Как измерить шаг резьбы?
Почему измеряют половину угла профиля , а не целиком ?
Как измерить половину угла профиля?
9 Литература.
А.И. Иванов. Технические измерения.- М.: Колос, 1970
А.И. Иванов. Основы взаимозаменяемости и технические измерения.- М.: Колос, 1975
А.И. Иванов, В.П. Полещенко. Практикум по взаимозаменяемости,
стандартизации и техническим измерениям.- М.: Колос, 1977
А.И. Иванов и др. Контрольно-измерительные приборы в сельском
хозяйстве.- М.: Колос, 1984
ЛАБОРАТОРНАЯ РАБОТА №13
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ ГОРИЗОНТАЛЬНОГО ОПТИМЕТРА
1 Цель работы
1. Устройство и правила эксплуатации горизонтального оптиметра
2. Получить практические навыки измерения на горизонтальном оптиметре.
2 Задание
2.1 .Изучить конструкцию горизонтального оптиметра
2.2.Составить метрологическую характеристику горизонтального оптиметра.
2.3.Произвести настройку горизонтального оптиметра.
2.4.Произвести измерения заданных деталей.
2.5.Результатьт измерений занести в отчет.
3 Вопросы для подготовки к работе
3.1 Назначение и комплектация горизонтальных оптиметров.
3.2 Устройство и назначение конструктивных элементов горизонтального оптиметра
3.3 Пользования горизонтальным оптиметром.
4 Общие сведения
4.1 Устройство горизонтального оптиметра
Горизонтальный оптиметр предназначен для измерения как наружных, так и внутренних размеров. В качестве отсчитывающего механизма в нем применена трубка оптиметра. Пределы измерения горизонтального оптиметра 0-350 мм для длин, 0-225 мм - для наружных диаметров с вертикально расположенной осью и 13,5-150 мм для внутренних диаметров. К горизонтальным оптиметрам прикладывают специальную головку ГК.-2, при помощи которой можно измерять внутренние диаметры от 1 до 13,5 мм с погрешностью +3 мкм.
Горизонтальный оптиметр устроен следующим образом (см.рис. 1). На массивном столе 1 укреплены направляющий валик 2 и прёдметный стол 13.. На валике 2 установлены передвижные кронштейны 3. На левом кронштейне винтом 7 закреплена пиноль 5, а на правом - трубка оптиметра 15. Кронштейны З перемещаются вдоль валика 2, а для предотвращения поворота в кронштейнах установлены шпонки, скользящие по продольному пазу валика 2. В горизонтальной плоскости прибор устанавливают по уровню 22 при помощи винтов 19. Сзади предметного стола установлена стойка 11 с выдвигающимся упором 12, ограничивающим положение измеряемого изделия.
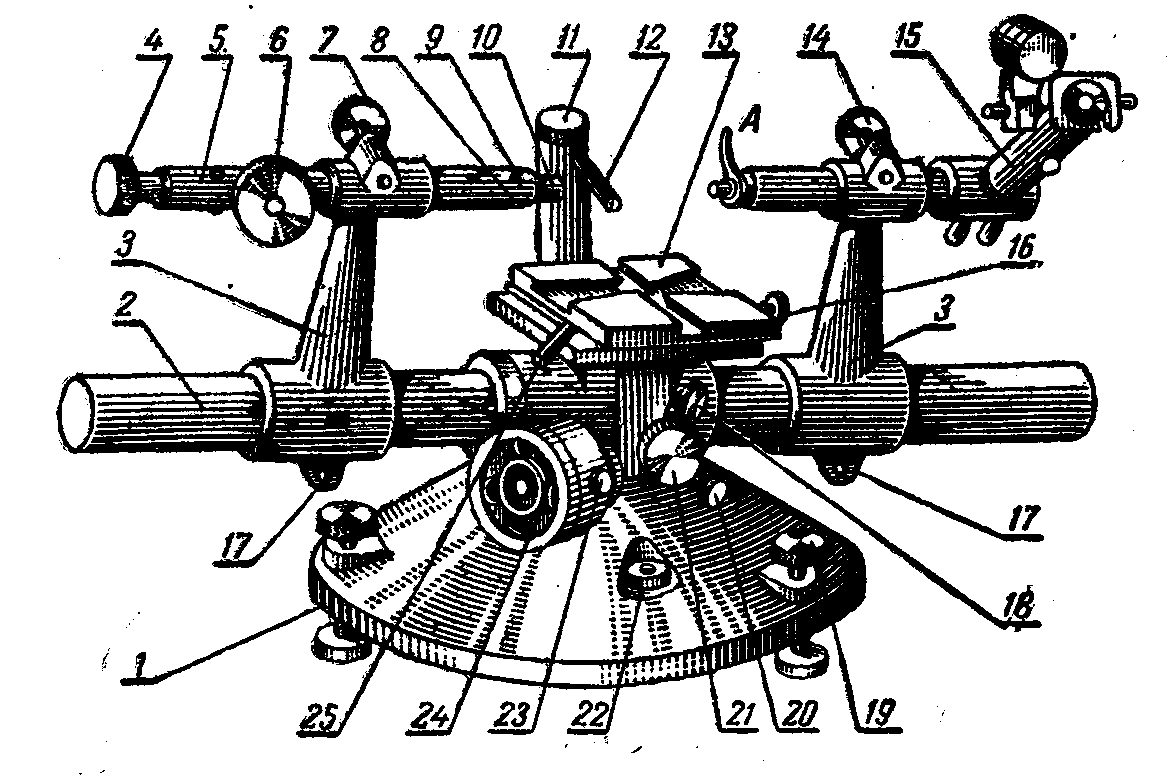
Рис.1 Горизонтальный оптиметр.
1- стол-основание; 2 – направляющий валик; 3- кронштейн; 4- микровинт пиноли; 5 – пиноль; 6- винт для стопорения стержня; 7 – винт крепления пиноли; 8 и 9 – установочные винты; 10 – сменный наконечник; 11 – стойка; 12- выдвигающийся упор; 13 – предметный стол; 14 – винт крепления трубки оптиметра; 15 – трубка оптиметра; 16 – винт для перемещения стола вверх; 17 – винт; 18 и 20 - винты для стопорения ограничителей; 19 – винт установки стола-основания; 21 – головка эксцентрика для поворота стола в горизонтальной плоскости; 22 – уровень; 23 – стопорный винт маховика; 24 – маховичок для подъема и опускания стола; 25 – рукоятка поворота стола в вертикальной плоскости.
Предметный стол может перемещаться в разных направлениях как вертикальной, так и горизонтальной плоскостях. Перемещение стола и особенно его повороты вокруг вертикальной и горизонтальной осей необходимы для совмещения измеряемого размера с осями трубки оптиметра и пиноли. Помимо того, стол 13 может свободно смещаться на шариках в небольших пределах по направлению линии измерения. Стол поднимают и опускают маховичком 24 реечной передачи при остопоренном винте 23. Винты 18 и 20 служат для закрепления ограничителей перемещения стола вверх и вниз. В направлении, перпендикулярном к линии измерения, стол перемещают винтом 16. В горизонтальной плоскости его поворачивают рукояткой 25.
Пиноль 5 представляет собой стальную трубку, внутри которой от микровинта 4 перемещается стержень с присоединенным к нему измерительным штифтом. На штифт устанавливают сменный наконечник 10. Подвижный стержень стопорят винтом 6. Головку соединяют о стержнем, устанавливают и удерживают в требуемом положении двумя пружинами и установочными винтами 8 и 9.
Чтобы применить горизонтальный оптиметр для измерения отверстий, необходимо на трубку пиноли и оптиметра надеть измерительные дуги. Измерительные дуги 33 подвешены на осях 26 к держателям 27 и закреплены стопорными винтами 28. Левый держатель (без отводки ) надевают на трубку пиноли, а правый - на трубку оптиметра.
Измерительные дуги (рис 2.) устанавливают до упора в регулируемые резьбовые кольца 30. Поворотом этих колец можно изменять положение держателей относительно измерительных наконечников пиноли и трубки оптиметра. Резьбовые кольца в установленном положении закрепляют стопорными винтами, которые расположены в нижней части держателей. Измерительные дуги 33 под действием пружин 29 все время прижимаются к измерительным наконечникам пиноли и трубки оптиметра. Непосредственное касание измерительных наконечников осуществляется через шаровые поверхности шариков 31, впрессованных в измерительные дуги для отвода правой дуги от проверяемой детали служит отводка 32.
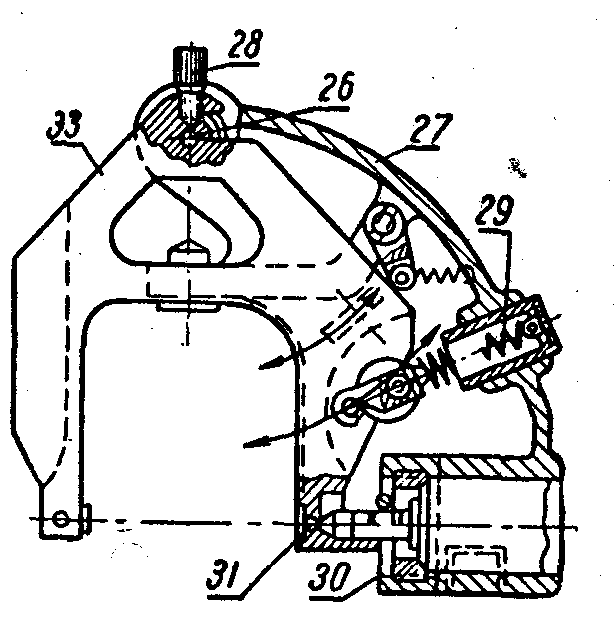
Рис 2. Измерительные дуги для внутренних измерений на горизонтальном оптиметре
26 – оси держателей; 27 – держатели дуг; 28 – стопорные винты; 29- пружина; 30 – упорные кольца; 31 – шарики; 32 – отводка; 33 – измерительные дуги; 34 – винт для скрепления держателя с пинолью или трубкой оптиметра.
Измерительные дуги изготавливают двух размеров: малые предназначаются для измерения отверстий диаметром от 13,5 до 26,5 мм, большие - для измерения отверстий диаметром свыше 26,5 мм. При работе на горизонтальном оптиметре следует правильно выбрать форму измерительных наконечников, которые надевают на измерительные стержни пиноли и трубки оптиметра.