

6.3 Измерение половины угла профиля резьбы
При
измерении
можно установить не только значение
![]() ,
но и перекос резьбы. Надо помнить, что,
измеряя полный угол
,
перекоса резьбы установить нельзя. При
измерении резьбы различают правую (0,5
пр)
и левую (0,5
лев)
половины угла профиля. Для компенсации
ошибок при измерении углов правый и
левый углы измеряют в верхней и нижней
частях детали. После измерения углов
0,5α1,
0,5αII
, 0,5αIII
и 0,5αIV
находят
0,5 αпр
и 0,5 αлев
по формулам: 0,5 αпр
= 0,5(
,
но и перекос резьбы. Надо помнить, что,
измеряя полный угол
,
перекоса резьбы установить нельзя. При
измерении резьбы различают правую (0,5
пр)
и левую (0,5
лев)
половины угла профиля. Для компенсации
ошибок при измерении углов правый и
левый углы измеряют в верхней и нижней
частях детали. После измерения углов
0,5α1,
0,5αII
, 0,5αIII
и 0,5αIV
находят
0,5 αпр
и 0,5 αлев
по формулам: 0,5 αпр
= 0,5(![]() +
+![]() )
; (5)
)
; (5)
0,5
αлев=0,5(![]() +
+![]() ).
(6)
).
(6)
Измеренное значение половины угла резьбы находят по формуле:
0,5
α = 0,5 (![]() ).
(7)
).
(7)
Сравнивая полученные значения с номинальным устанавливают размер отклонения от номинала ▲0,5 α и его знак.
Половину угла профиля измеряют в следующем порядке (рис 5).
Проводят фокусировку, диафрагмирование и установку оси центров малого инструментального микроскопа.
Совмещают нулевой штрих градусной меры с нулевым штрихом микроскопа.
Совмещают центр перекрытия сетки окуляра с серединой левого профиля резьбы. Измерение угла ведут не менее 3 раз и из полученных
данных
берут среднее их значение (0,5
![]() ).
).
Путем поперечного перемещения стола совмещают перекрестие с середи-ной левого профиля в нижней стороне изделия. Далее см. п. 3, но показа-ния микроскопа будут равны 3600 – 0,5 . Так устанавливают 0,5 II .
5. По формуле (6) определяют 0,5 лев.
6. Переводят перекрытие окуляра на правый профиль верхней стороны
объекта (см. п. 3).
7. Находят значение 0,5 пр для позиции IV. Операцию выполняют как в
п. 4.
8. По формуле (5) устанавливают 0,5 пр.
По формуле (7) находят измеренное значение половины угла резьбы и,
если необходимо, отклонение от номинала ▲ 0,5 .
Годность детали устанавливают по приведенному среднему диаметру и по отклонениям в соответствии с ГОСТ 9253-59.
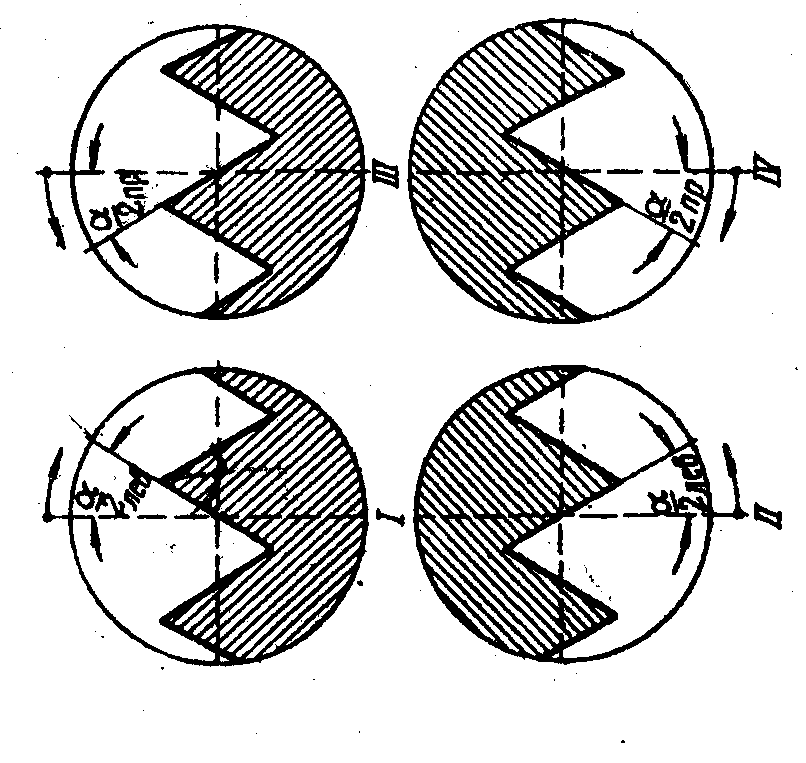
Рис. 5. Схема измерения половины угла профиля резьбы (цифры 1—1V обозначают последовательность определения половины угла профиля).
7 Отчет о работе Лабораторная работа №12 Измерение параметров резьбы резьбовым микрометром и инструментальным микроскопом
Цель работы: 1. Изучить методику измерения элементов резьбы на малом
инструментальном микроскопе и резьбовым микрометром.
2. Получить практические навыки измерения элементов резьбы
с помощью вышеуказанных приборов.
1. Таблица 1. Результаты измерения собственно среднего диаметра резьбы
на инструментальном микроскопе, мм
Результаты измерения в точках (рис. 3) |
Значение |
Результаты измерения в точках (рис.3) |
Значение |
Искомая величина |
||
Аср |
Бср |
d2(пр) |
Вср |
Гср |
d2(лев) |
d2 |
|
|
|
|
|
|
|
2.Результаты измерения среднего диаметра резьбовым микрометром, мм__
3.Таблица 2. Результаты измерения шага резьбы, мм
Результаты измерения в точках |
Значение правому профилю |
Результаты измерения в точках (рис. 4) |
Шаг по левому профилю |
Искомая величина
|
|||
Аср |
Бср |
Рn(пр)_ |
Вср |
Гср |
Рn(лев)_ |
Рn |
▲Р |
|
|
|
|
|
|
|
|
▲Р = Рn - Рн, где Рн -номинальный размер шага
4.Таблица 3. Результаты измерения половины угла профиля резьбы
Результаты измерения (рис. 5) |
Значения 0,5 α лев |
Результаты измерения (рис. 5) |
Значение 0,5α пр |
Искомые величины |
|||
0,5αI |
0,5 αII |
|
0,5αIII |
0,5αIV |
|
0,5α |
▲0,5 α |
|
|
|
|
|
|
|
|
Для метрических резьб ▲0,5 α = 0,5 α – 300
Для дюймовых ▲0,5 α = 0,5 α - 27,50
5. Приведенный средний диаметр: D2 =d2(изм) (0,00173Р + 0,00036Р ▲ ), мм
6.Схема расположения диаметров резьбы, шага резьбы и угла профиля.