

4.2 Стойки легкого типа
Стойка легкого типа с круглом столом (рис. 3а) служит для измерения деталей с размерами не более 125 мм. Она состоит из следующих основных деталей: основания 1, круглого нерегулируемого столика 2, кронштейна 3, к которому крепится винтом 4 индикатор 5, колонки 6 и винта 7, фиксирующего положение кронштейна относительно столика. При установке и удалении объекта измерения (как и блока концевых мер) необходимо увеличивать размер Б путем подъема измерительного стержня за головку А.
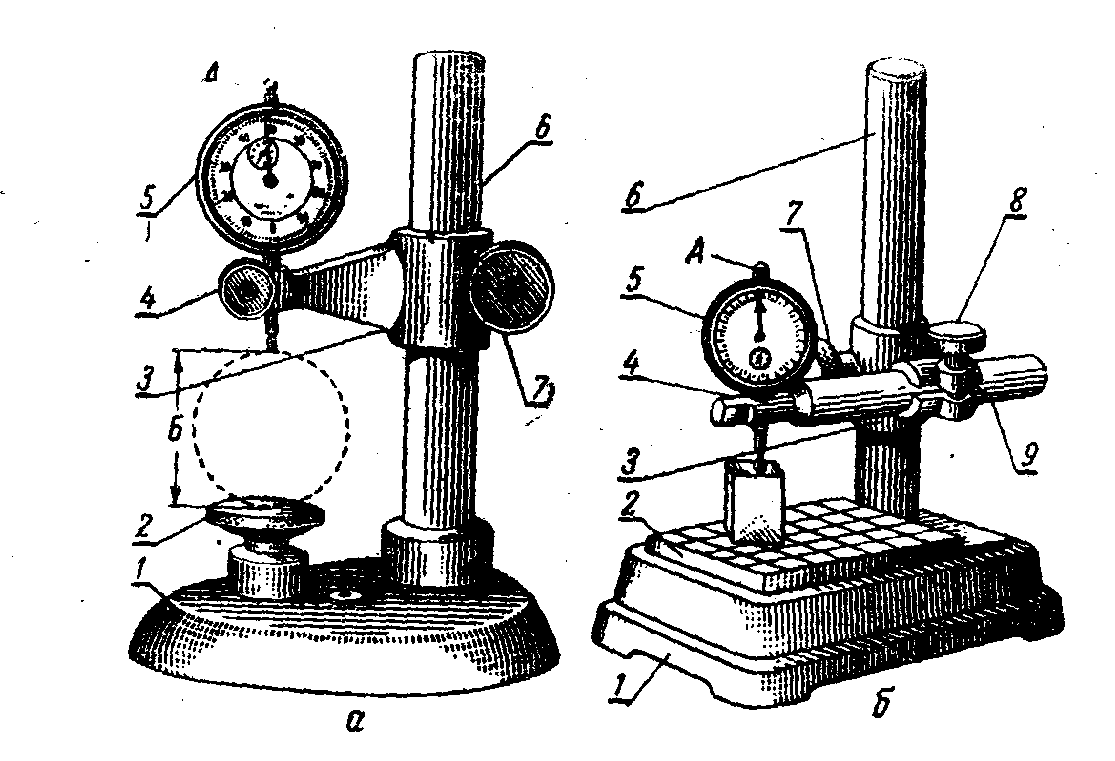
Рис. 3 Стойки легкого типа:
а — с круглым столом; б — с квадратным столом; 1 — основание; 2- стол; З - кронштейн; 4— винт для крепления головки; 5 — индикатор; 6 — колонка (стойка); 7 — винт крепления кронштейна к стойке; 8— винт для крепления державки; 9— державка.
Стойка легкого типа с квадратным столом (рис. 36) приспособлена для измерений более крупных деталей. Пределы измерений этой стойки 200 мм. Квадратный стол 2 имеет размеры 150х 100 мм. Державка 9 закреплена в кронштейне 3. Индикаторная головка путем перемещения ее вместе с державкой 9 вдоль хомута может быть установлена над любой точкой стола и зафиксирована винтом 8.
4.3 Индикаторная скоба
Индикаторные скобы изготовляют с пределами измерения 0-50, 50- 100, 100-200. 200-300 мм и до 1000 мм с интервалом 100 мм. Наибольшее распространение получили скобы до 200 мм. Они обеспёчивают достаточную точность при контроле изделий. При проверке больших размеров индикаторные скобы предпочтительнее жестких.
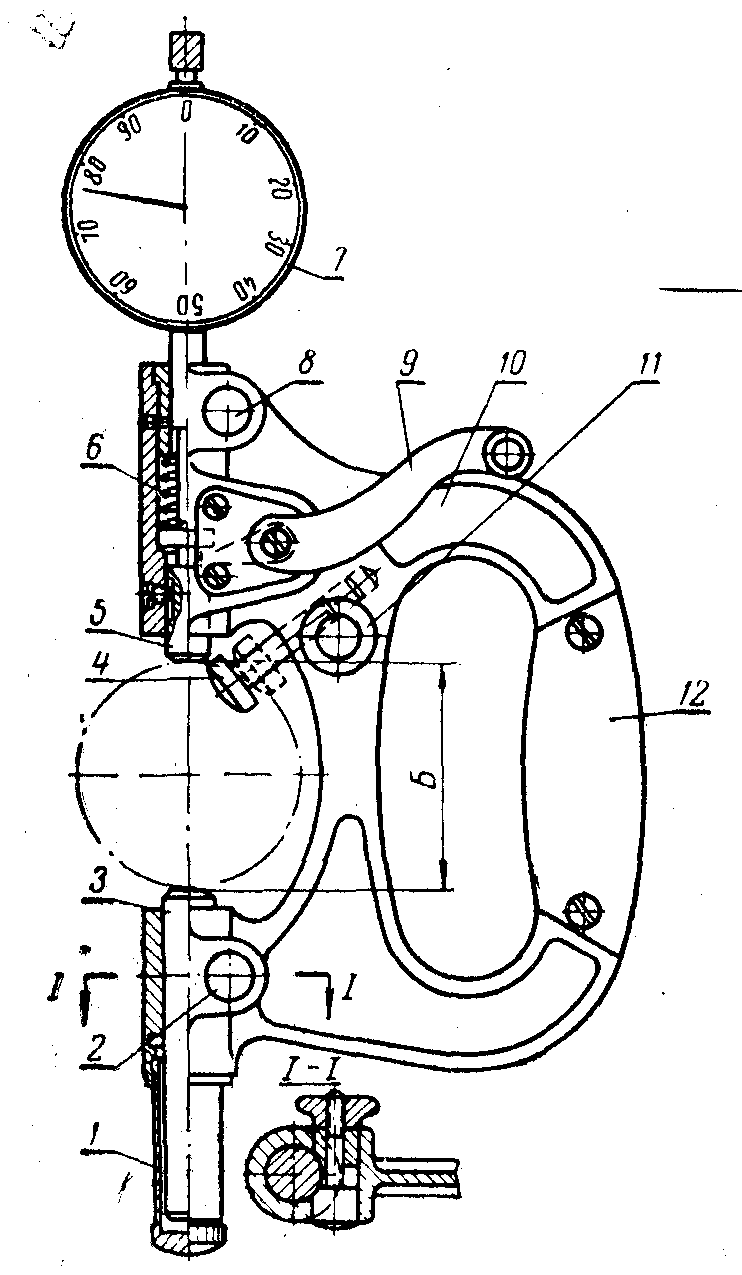
Индикаторная скоба (рис.4) имеет жесткий корпус с теплоизоляционной накладкой 12. Подвижная пятка 5 находится в постоянном контакте с измерительным стержнем индикатора. Измерительное усилие скобы создается совместным действием силы упругости пружины 6 и пружины индикатора. Переставную пятку З можно передвигать в пределах от 60 до 100 мм. Положение пятки фиксируют стопорным винтом 2, который закрыт колпаком 1. Упорную пятку 4 устанавливают так, чтобы линия измерения проходила через центр измеряемого объекта, и фиксируют стопорным винтом 11. Чтобы предохранить измерительные поверхности пяток от быстрого износа, а стрелку индикаторной головки от поломки, скоба имеет отводной рычаг 9, с помощью которого подвижную пятку 5 поднимают вверх. Это облегчает ввод измеряемых деталей между измерительными поверхностями пяток.
|
|
Рис. 4 Индикаторная скоба
а-индикаторная скоба Ленин-градского инструментального завода; б - возможное положение детали между плоскими измерительными поверхностями пяток. 1 -предохранительный колпак; 2- стопор переставного стержня; 3-переставная пятка; 4-упорная пятка; 5-подвижная пятка; 6-пружина; 7-индикатор; 8- стопор индикатора; 9- отводной рычаг; 10- корпус; 11- стопор упорной пятки; 12- теплоизоляционная накладка. |
 а)
а) б)
б)
5 Правила эксплуатации индикаторных приборов для измерения валов
5.1 Подготовка приборов к измерениям.
Подготовку стоек к измерениям ведут в следующем порядке (рис.3а):
Устанавливают в зажиме кронштейна З необходимую индикаторную головку 5 и закрепляют ее винтом 4.
Ставят малую и большую стрелки индикатора на нуль.
Поднимают или опускают кронштейн З над столом 2 на столько, чтобы между торцом измерительного стержня и столом, разместился блок концевых мер, составленный под размер измеряемого объекта. Кронштейн З, установленный в необходимом положении фиксируется с помощью винта 7. В процессе работы винтом 7 необходимо левой рукой поддерживать кронштейн З.
Устанавливают блок концевых мер на стол прибора так, чтобы торец индикаторного стержня располагался примерно посередине поверхности блока.
Устанавливают в системе необходимый “натяг” (“натяг” не обходим для того, чтобы индикатор мог показывать как отрицательное, так и положительное отклонение от размера концевых мер, по которому устанавливается прибор). для этого, придерживая левой рукой кронштейн З, а правой рукой, ослабив стопорный винт 7, опус кают кронштейн вместе с индикаторной головкой настолько, чтобы стрелка индикатора сделала требуемое число оборотов. В этом положении кронштейн закрепляют.
Подготовку индикаторной скобы к измерениям ведут следующим образом:
Устанавливают в прибор необходимую индикаторную головку 7 (рис.4) и закрепляют ее с помощью стопорного винта 8.
Ставят малую и большую стрелки индикаторной головки на нуль.
Отвернув предохранительный колпачок 1 и ослабив стопорный винт 2, устанавливают переставную пятку З так, чтобы между ее торцом и торцом передвижной пятки 5 легко размещался блок концевых мер.
Устанавливают в системе необходимый натяг. для этого перемещают переставную пятку З в сторону индикатора настолько, чтобы стрелка сделала необходимое число оборотов. Закрепляют стопорный винт 2, навертывают предохранительный колпак 1.
Прибор готов к использованию.
Примечание: Как при подготовке индикаторных приборов к измерениям, так и при самих измерениях, запрещается резко нажимать и опускать измерительный стержень индикатора и отводной рычаг индикаторной скобы во избежание повреждения индикатора.