

4.4 Поверка микрометра
Поверка микрометров включает в себя наружный осмотр, определение плоскостности и параллельности измерительных поверхностей и точность показаний.
4.4.1 Наружный осмотр
Наружному осмотру подвергаются измерительные поверхности, барабан, стебель, микрометрический винт, зажимное приспособление и трещотка. На рабочих поверхностях не должно быть забоин, царапин и следов коррозии. Барабан должен плавно и без люфта перемещаться вдоль стебля. Зажимное приспособление должно надежно закреплять микрометрический винт.
4.4.2 Поверка плоскостности измерительных поверхностей
Отклонение от плоскостности, влияющая на точность измерений, является одним из основных показателей качества измерительных поверхностей микрометра. Измерительные поверхности на неплоскость поверяют, как правило, техническим интерференционным методом при помощи специальных пластин, как это показано на Рис.5. Стеклянная пластина плотно прижимается к измерительной поверхности, и при малейших отклонениях от плоскостности через пластину на поверхности будут наблюдаться разноцветные интерферационные полосы. В том случае, когда поверяемая измерительная поверхность идеально плоская, интерференционные линии отсутствуют.
|
|
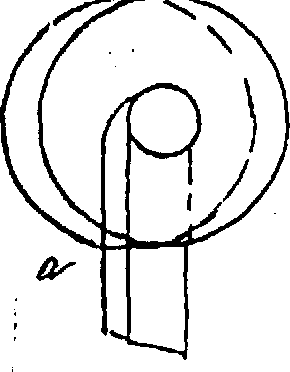
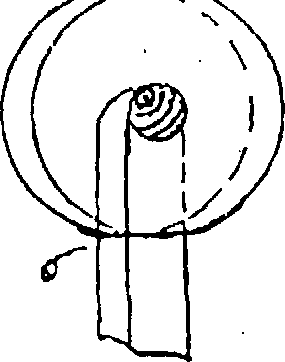
Рис. 5. Проверка измерительных поверхностей техническим интерференционным методом
При оценке величин отклонений от плоскостности необходимо исходить из следующего. Интерференционные полосы представляют собой концентрические окружности, если поверяемые поверхности имеют сферическую форму (Рис. 6). В этом случае, когда поверяемые поверхности имеют различные радиусы кривизны в различных сечениях, интерференционные полосы принимают эллиптическую форму.
На Рис. 6 б сечение Х-Х радиус кривизны больше, чем в сечении У-У. Здесь эллипс "в" считается первой полосой, а полосы "с" и "а" - второй, т.к. они принадлежат эллипсу, прерванному из-за ограниченности измерительной поверхности.
Интерференционные полосы могут быть в виде прямых линий, если поверяемые поверхности имеют форму цилиндра (Рис. бс). Контакт стекла с поверхностью происходит по прямой А - образующей цилиндра. Как и в предыдущем случае каждая пара полос ("в" и "с", "с" и "а") считаются одной полосой.
Подсчет действительных значений отклонений от плоскостности измерительной поверхности проводится путем умножения числа интерференционных полос на длину полуволны (0,3 мкм), т.к. длина волны белого света равна 0,6 мкм.
|
|
|
|
|
|
а |
б |
в |

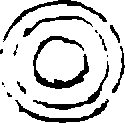

Рис. 6. Оценке величин отклонений от плоскостности по следу интерференционных полос.
Допустимые отклонения от плоскостности измерительных поверхностей микрометров составляет 0,001 мм.
4.4.3 Поверка точности показаний микрометра
При поверке микрометр закрепляется в стоике для удобства и предохранения от нагрева руками.
Вначале проверяется совпадение нулевого штриха барабана с нулевым или начальным отсчетным штрихом на стебле. При поверке микрометров торцы микровинта и пятки приводят в соприкосновение с плоскопараллельной концевой мерой длины размером, равным нижнему пределу измерений, или специальной установочной мерой, прилагаемой к микрометру. При несовпадении нулевого штриха барабана с продольным штрихом микрометр устанавливается на "нуль".
Дальнейшая поверка микрометра осуществляется с помощью плоскопараллельных концевых мер длины 2-го класса или 5-го разряда. Концевые меры подбирают так, чтобы поверка была произведена через каждые 5+0,12мм шкалы. Второе слагаемое частично учитывает влияние параллельности и других периодических ошибок, оно соответствует 'Л оборота барабана.
Следовательно, подобранные блоки концевых мер должны иметь размеры:
1) для поверки микрометров 0-25мм - 5,12; 10,24; 15,36; 20,48; 25;
2) для поверки микрометров 25-50мм - 30,12; 35,24; 40,36; 45,48; 50;
3) для поверки микрометров 50-75мм - 55,12; 60,24; 65,36; 70,48; 75;
Отсчет тысячных долей миллиметра производится на глаз.
Суммарные погрешности показаний микрометров не должны превышать значений, приведенных в таблице 1. При несоблюдении указанных в таблице требований микрометры для измерений не применяются.
Таблица 1. Допустимые показания погрешности микрометров ±
Верхний предел измерений, мм |
Класс точности микрометров |
|||
0-й |
1-й |
2-й |
||
Погрешность показаний, мкм |
||||
25 |
+-2 |
+-4 |
+-8 |
|
50 |
+-2 |
+.4 |
+-8 |
|
75 |
+-2 |
+-4 |
+-8 |
|
100 |
+-2 |
+.4 |
+-8 |
|
125 |
+-2 |
+-4 |
+-8 |
|
150 |
+-2.5 |
+-5 |
+-10 |
|
175 |
+-2,5 |
+-5 |
+-10 |
|
200 |
+- 2,5 |
+-5 |
+-10 |
|
Аттестация микрометров по классам точности производится в соответствии с погрешностью показаний. Например, при поверке микрометра 25-30 мм наибольшая погрешность показаний равнялась +5мкм. Следовательно, данный микрометр, согласно значениям в таблице 1 можно отнести ко 2-му классу точности.