

Глава 3. Установки контактной сварки
3.1. Физические основы электрической контактной сварки
Электрическая контактная сварка представляет собой процесс образования неразъемного соединения в результате нагрева металлических деталей протекающим по ним электрическим током, расплавления и сдавливания деталей с последующим охлаждением зоны сварки за счет теплопроводности в тело свариваемых деталей.
Контактная сварка объединяет большую группу методов сварки, отличительной особенностью которых являются надежность получаемых соединений, высокий уровень автоматизации и механизации, высокая производительность процесса и культура производства.
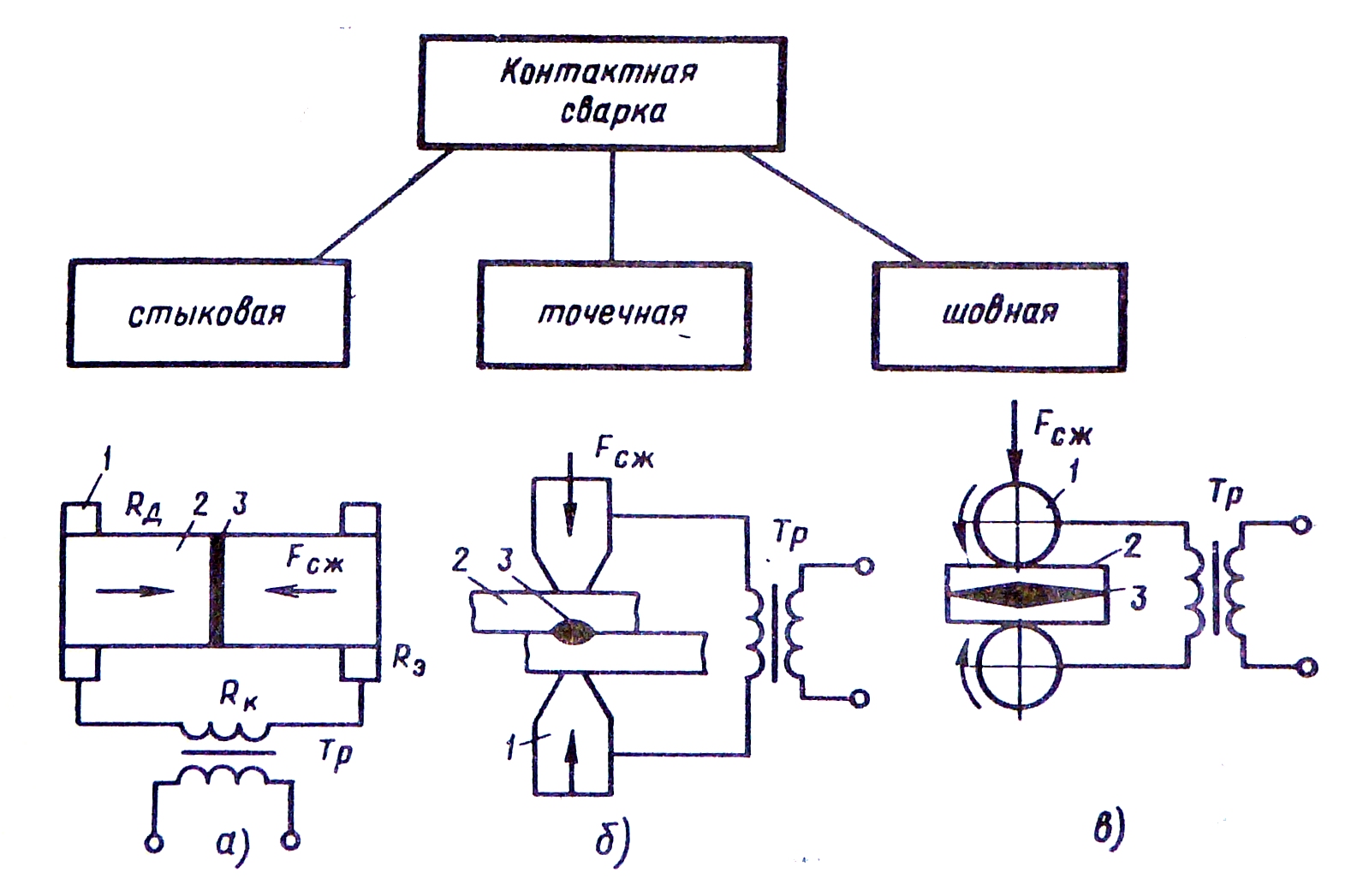
По способу получения соединений различают стыковую, точечную и шовную контактную сварки (рис. 3.1). От сварочного трансформатора Тр ток к свариваемым деталям 2 подводится посредством водоохлаждаемых электродов 1. В месте сварки 3 происходит сваривание деталей за счет выделяющейся джоулевой теплоты с последующим сжатием.
а) б) в)
Рис. 3.1. Виды контактной сварки:
а – стыковая; б – точечная; в – шовная
Общее количество энергии Q (Дж), выделяющейся между электродами:
 ,
(3.1)
,
(3.1)
где
 – контактное сопротивление между
деталями, Ом;
– контактное сопротивление между
деталями, Ом;
 – сопротивление детали от электрода
до места сварки, Ом;
– сопротивление детали от электрода
до места сварки, Ом;
![]() – сварочный ток, А;
– время прохождения тока, с.
– сварочный ток, А;
– время прохождения тока, с.
Из формулы следует,
что необходимая для сварки энергия при
весьма малых значениях сопротивления
в точке контакта свариваемых деталей
и во избежание потерь теплоты на ненужный
нагрев всей массы деталей может быть
получена только при больших значениях
токов (сотни и тысячи ампер), протекающих
через сопротивление контакта
 в течение короткого промежутка времени
(единицы секунд). Для повышения КПД
контактной сварки необходимо, чтобы
сопротивление цепей сварочного тока
и электродов
было как можно меньше. Поэтому при
компоновке сварочных установок источники
питания максимально приближают к месту
сварки и выполняют с использованием
материалов, дающих минимальные потери
энергии. Напряжение на электродах
сварочных машин составляет 1-16 В.
в течение короткого промежутка времени
(единицы секунд). Для повышения КПД
контактной сварки необходимо, чтобы
сопротивление цепей сварочного тока
и электродов
было как можно меньше. Поэтому при
компоновке сварочных установок источники
питания максимально приближают к месту
сварки и выполняют с использованием
материалов, дающих минимальные потери
энергии. Напряжение на электродах
сварочных машин составляет 1-16 В.
Нагревание металла происходит в месте контакта свариваемых деталей по плоскости их соприкосновения. Это объясняется тем, что в данном месте сопротивление будет наибольшим. Так как поверхность металла не является идеально гладкой, то свариваемые детали при их сжатии соприкасаются лишь в отдельных точках, через которые проходит электрический ток. Так как площадь точек очень мала, то в них возникает большое сопротивление прохождению тока, что вызывает сильный локальный нагрев металла. С повышением температуры в месте сварки его сопротивление возрастает, что ускоряет выделение теплоты и нагрев металла до температуры сваривания. Когда металл нагреется до пластического или оплавленного состояния, при сжатии деталей произойдет их сваривание. Застывание металла в точке сварки после отключения тока происходит за счет теплопроводности свариваемых деталей.
Как следует из
формулы (3.1), при контактной сварке
нагрев зависит от времени прохождения
тока. Можно нагревать детали очень
быстро, применяя токи большой силы, или
нагревать детали медленно и постепенно,
используя меньшие токи. Режимы сварки
с применением токов большой силы при
минимальном времени нагрева принято
называть «жесткими». Они применяются
при сварке чувствительных к нагреву
легированных сталей и легкоплавких
цветных металлов, например алюминия и
его сплавов, и имеют следующие показатели
j=160…400 А/мм2;
 ГПа;
ГПа;
 .
.
Режимы с длительным
прохождением тока и постепенным нагревом
называют «мягкими». Они применяются
при сварке обычных углеродистых сталей,
менее чувствительных к нагреву при
сварке, и имеют следующие показатели
j=80…160 А/мм2;
 ГПа;
ГПа;
 .
.
Сварочные установки для контактной сварки имеют две основные части: электрическую и механическую. Электрическая часть состоит из сварочного трансформатора специальной конструкции, токопроводящих частей и устройств для включения и выключения сварочного тока. Механическая часть установок представляет собой устройство для импульсного сжатия свариваемых деталей.