

2.2. Нагревательные элементы
Выбор материала и конструкции нагревательного элемента (НЭ) определяется особенностями технологического процесса и конструкции установки. Материалы НЭ должны обладать высоким удельным электрическим сопротивлением; малым температурным коэффициентом удельного сопротивления; постоянным электрическим сопротивлением нагревателя в процессе длительного срока его службы.
По температурным пределам работы нагревательные элементы подразделяют на три группы:
– низкотемпературные – нагрев до 500-700 К и преимущественно конвективный способ теплообмена;
– среднетемпературные – нагрев до 900-1300 К с теплообменом конвекцией, теплопроводностью и излучением;
– высокотемпературные – нагрев до 2500-3300 К с преимущественно радиационным способом теплопередачи.
Для изготовления НЭ с рабочей температурой до 1500 К распространенными материалами являются нихромы (сплавы никеля и хрома), фехрали (хромоалюминиевые сплавы), а также хромоникелевые жаропрочные стали.
Нихромы содержат 75-78 % никеля и около 25 % хрома. Увеличение процентного содержания никеля в сплаве повышает его рабочую температуру. Добавка титана улучшает механическую прочность сплава.
Хромоникелевые жаропрочные стали содержат 22-27 % хрома и 17-20 % никеля, из них изготовляют НЭ с рабочей температурой до 1100 К.
Фехрали являются сплавом железа, хрома (до 13 %) и алюминия (до 4 %). НЭ из них работают при температурах до 1100 К.
Сплавы с содержанием хрома 20-27 % и с микродобавками элементов (бора, титана и др.) способствует получению температур в диапазоне 1470-1620 К.
Открытые НЭ применяются в печах и бытовых нагревательных приборах, они могут быть проволочные зигзагообразные, проволочные спиральные и ленточные. В зависимости от конструкции НЭ выбирают способ его крепления на футеровке печи (рис. 2.2, а-ж).
Для нагрева жидкостей или газов при различных технологических процессах (получение сухого перегретого пара) служат НЭ, выполненные в виде цилиндра из пористого металлокерамического материала (пористость 40-80 мкм), что обеспечивает проникновение жидкости или газа сквозь его стенки и одновременно их нагрев. Рабочая температура 400-600 К, напряжение на элементе 1-12 В.
Для обогрева поверхностей, сосудов, труб, панелей существуют НЭ, изготовляемые из полиэфирной смолы с обеспечивающим электропроводность наполнителем – гибкие ленточные электронагреватели (ГЛЭН). Рабочая температура материала 400-500 К.
Для низкотемпературного нагрева широко применяются трубчатые НЭ – ТЭНы, представляющие собой металлическую трубку 1, заполненную теплопроводным электроизоляционным материалом 2, (плавленый периклаз)в котором находится электронагревательная спираль 3 (рис. 2.3). По сравнению с открытыми НЭ ТЭНы более электробезопасны, могут работать в воде, жидких углеводородах, жидком металле, расплавах солей, оксидов и других средах, стойки к вибрациям и механическим нагрузкам. Мощность ТЭНов составляет от 100 Вт до 15 кВт, рабочее напряжение 36-380 В, рабочая температура 400-1000 К.
а)
б)
в)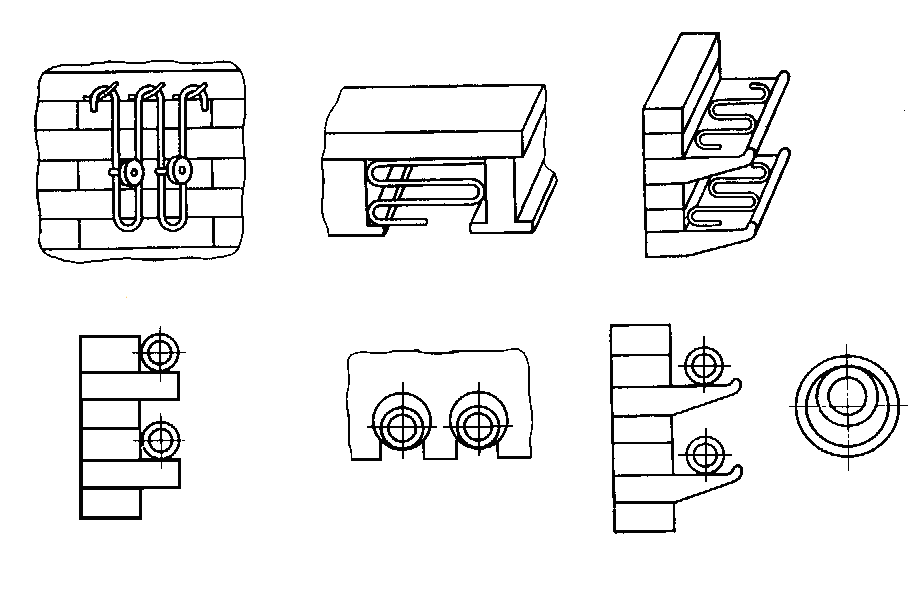
г)
д)
е)
ж)
Рис. 2.2. Расположение нагревателей в электрических печах

Рис. 2.3. Схема трубчатого электронагревателя (ТЭНа)
Для высокотемпературных печей с максимальной рабочей температурой до 1700 К применяются НЭ из карборунда (карбид кремния SiC, известны под названием силитовых или глобаровых. Изготовляют в виде стержней диаметром 6-30 мм различной длины.
Для высокотемпературных установок (с максимальной температурой 2300 К и выше) нагреватели изготовляют из тугоплавких металлов, угля или графита.
При изготовлении НЭ из тугоплавких материалов применяют молибден, тантал, вольфрам в виде проволоки, ленты, стержней и листов различных сечений. Они могут работать лишь в атмосфере инертных газов: аргона, гелия, водорода, азота, а также в вакууме.