

4.2. Индукционные плавильные установки
По конструктивным особенностям индукционные плавильные печи подразделяют на: канальные и тигельные.
Индукционные канальные печи (ИКП). В этих печах канал с расплавленным металлом является короткозамкнутым витком вторичной обмотки трансформатора, в нем поглощается 90-95 % подведенной к печи электрической энергии. По электротехническим характеристикам канальные печи подобны силовым трансформаторам с распределенной по длине вторичной обмотки нагрузкой. Принципиальная схема ИКП приведена на рис. 4.2.
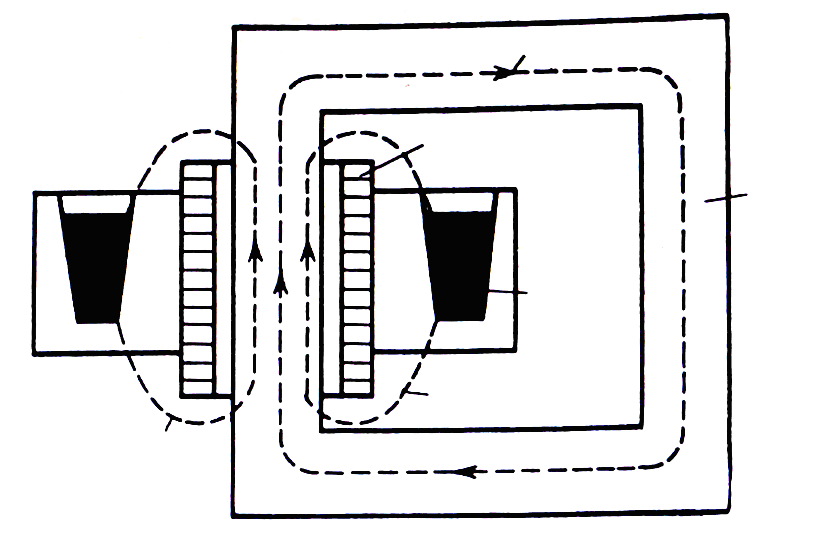
Рис. 4.2. Схема индукционной канальной печи
С
целью уменьшения потока рассеяния
 первичную
первичную
 и вторичную
и вторичную
 обмотки располагают на одном стержне
магнитопровода
обмотки располагают на одном стержне
магнитопровода
![]() ,
по которому протекает основной магнитный
поток
,
по которому протекает основной магнитный
поток
![]() .
Магнитный поток первичной обмотки
,
пересекая канал с металлом, наводит в
нём электродвижущую силу
.
Магнитный поток первичной обмотки
,
пересекая канал с металлом, наводит в
нём электродвижущую силу
![]() ,
ток
,
ток
![]() ,
проходя по металлу, выделяет теплоту
согласно закону Джоуля-Ленца. Поток
рассеяния
,
проходя по металлу, выделяет теплоту
согласно закону Джоуля-Ленца. Поток
рассеяния
![]() составляет приблизительно 25-30 % от
основного потока
составляет приблизительно 25-30 % от
основного потока
![]() ,
поэтому
,
поэтому
 (
(![]() – коэффициент трансформации:
– коэффициент трансформации:
 ;
для канальных печей
;
для канальных печей
 ).
).
В соответствии с векторной диаграммой
 ,
(4.9)
,
(4.9)
![]() ЭДС вторичной
обмотки, В;
–
ток в канале печи, А;
ЭДС вторичной
обмотки, В;
–
ток в канале печи, А;
![]() приведенные активное и реактивное
сопротивления канала
соответственно, Ом;
приведенные активное и реактивное
сопротивления канала
соответственно, Ом;
 – полное сопротивление, Ом.
– полное сопротивление, Ом.
При условии синусоидального напряжения коэффициент мощности:
сosφ= ,
(4.10)
,
(4.10)
Как видно, сosφ уменьшается с увеличением потока рассеяния и уменьшением активного сопротивления металла, естественный сosφ =0,3-0,7. Меньшие значения коэффициента мощности соответствуют канальным печам для плавки металлов с низким удельным электрическим сопротивлением (медь, алюминий), а большие значения – с высоким (сталь, чугун).
Однородный химический состав и одинаковая температура жидкого металла обеспечиваются интенсивным перемешиванием металла, вызываемым взаимодействием магнитного поля индуктора с током в канале.
Индукционные тигельные печи (ИТП). Характерным электротехническим признаком ИТП является то, что нагреваемые в них электропроводящие тела образуют с индуктором, создающим переменное электромагнитное поле, систему двух индуктивно связанных контуров с током.
Индукционная тигельная печь (рис. 4.3) состоит из следующих основных частей: индуктора 1, подключаемого к источнику переменного тока, расплавляемого металла 2, огнеупорного тигля 3, и внешнего магнитопровода 4.
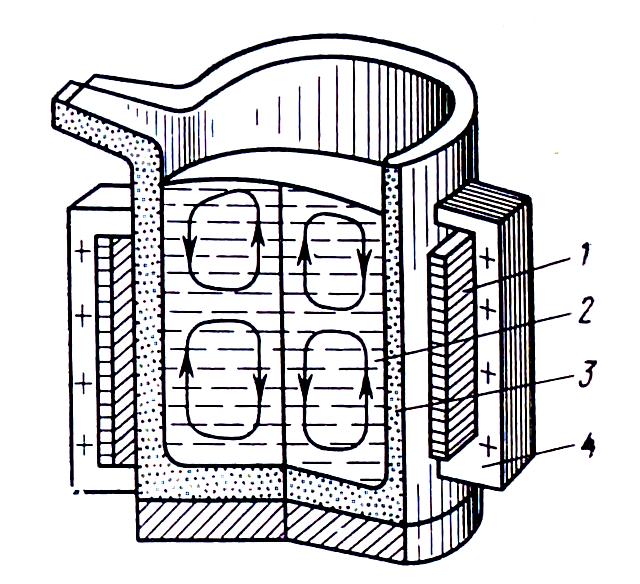
Рис. 4.3. Схема индукционной тигельной печи
Для обеспечения достаточно высокого КПД нагрева частоту питающего тока определяем по формуле:
 ,
(4.11)
,
(4.11)
Формула (4.11) справедлива при условии:
 .
(4.12)
.
(4.12)
где
 и
и
 ,
м (
,
м (![]() – диаметр
тигля, м);
– диаметр
тигля, м);
 – удельное электрическое сопротивление
горячего металла, Ом·м.
– удельное электрическое сопротивление
горячего металла, Ом·м.
Частота источника зависит от геометрических размеров (диаметра ). В ИТП большой емкости применяются источники питания промышленной частоты, в печах средней и малой емкости – повышенной и высокой частот.
Коэффициент
полезного действия печи
 определяется
зазором между индуктором и садкой. При
уменьшении толщины стенки
тигля электрический КПД
определяется
зазором между индуктором и садкой. При
уменьшении толщины стенки
тигля электрический КПД
 увеличивается, а тепловой – уменьшается,
поскольку при этом возрастают тепловые
потери. ИТП
имеют
увеличивается, а тепловой – уменьшается,
поскольку при этом возрастают тепловые
потери. ИТП
имеют
 .
Тепловой КПД определяется видом
футеровки и температурой
расплава и составляет
.
Тепловой КПД определяется видом
футеровки и температурой
расплава и составляет
 .
Общий КПД
.
Общий КПД
 .
.
Естественный
коэффициент
мощности ИТП
сosφП=![]() ,
требуется установка батареи конденсаторов
для компенсации реактивной мощности.
,
требуется установка батареи конденсаторов
для компенсации реактивной мощности.
ИТП выпускаются различных емкостей, мощностей и частот питающего тока. Так, для плавки стали созданы печи емкостью 0,06-6 т, мощностью 90-2230 кВт, частотой тока 2400-500 Гц и производительностью 0,132-3,5 т/ч.
Индукционная плавка без соприкосновения расплава с футеровкой. Гарнисажная плавка – плавка, при которой расплавленный металл соприкасается только с твердой фазой такого же химического состава, что и расплав, отделяющий его от конструктивных элементов печи.
Индукционная струйная плавка заключается в том, что переплавляемый материал в виде заготовки-стержня перемещается с определенной скоростью через индуктор. Жидкий металл каплями или при достаточной мощности индуктора непрерывной струей стекает в изложницу и образует слиток нужного размера.
Индукционную плавку во взвешенном состоянии иногда называют плавкой в электромагнитном тигле. Физические основы метода заключаются в следующем: в индуктор или систему индукторов создающих переменное электромагнитное поле определенной конфигурации, помещают переплавляемый металл. Результатом взаимодействия индуцированных в металле токов с электромагнитным полем индуктора является состояние парения металла в магнитном поле. Металл стремится расположиться в зоне с минимальной напряженностью магнитного поля. Высококачественные монокристаллы выращивают и с помощью бестигельной зонной плавки с индуктивным способом передачи энергии в расплав. При медленном перемещение узкой расплавленной зоны через сравнительно длинный твердый образец достигается перераспределение примесей и изменение кристаллической структуры исходного материала (рис. 4.5.)
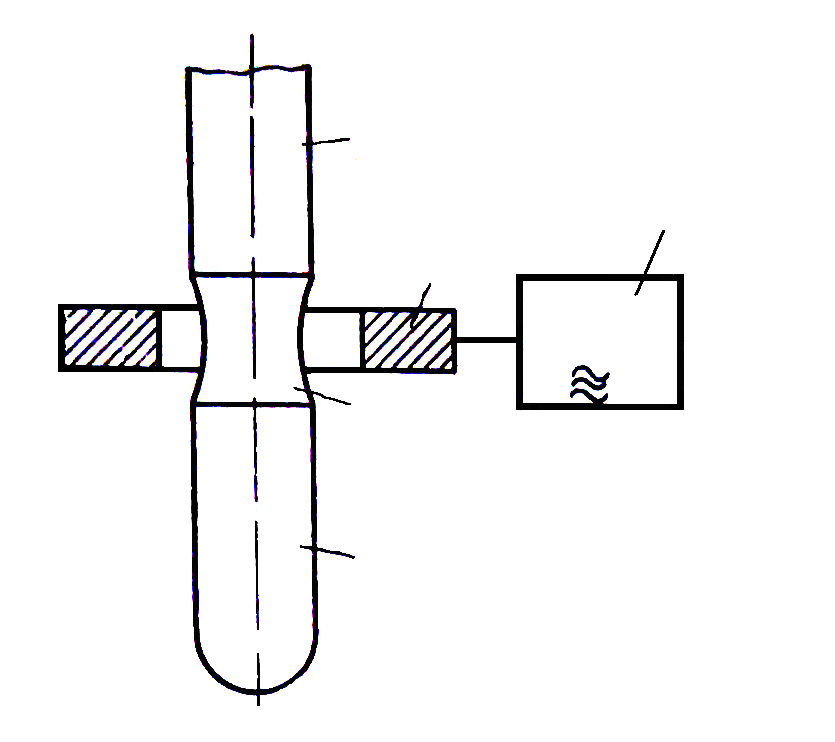
Рис. 4.5. Схема зонной плавки:
1 – поликристалл; 2 – индуктор; 3 – расплавленная зона; 4 – монокристалл