

Глава 4. Установки индукционного и диэлектрического
НАГРЕВА
4.1. Физико-технические основы индукционного нагрева
Индукционный нагрев проводящих тел – проводников первого и второго рода основан на поглощении ими электромагнитной энергии, возникновении наведенных вихревых токов, нагревающих тело по закону Джоуля-Ленца. Переменное магнитное поле создается индуктором, который по отношению к нагреваемому телу является первичной обмоткой трансформатора. Нагреваемое тело выполняет роль вторичной обмотки трансформатора, содержащей один короткозамкнутый виток (рис. 4.1).
Переменный
магнитный поток
![]() (2),
создаваемый первичной обмоткой
– индуктором 1, пропорционален его МДС
и обратно пропорционален
сопротивлению магнитной цепи. Возникающая
в нагреваемом теле ЭДС
(2),
создаваемый первичной обмоткой
– индуктором 1, пропорционален его МДС
и обратно пропорционален
сопротивлению магнитной цепи. Возникающая
в нагреваемом теле ЭДС
 при известном значении сопротивления
нагреваемого тела обеспечивает
возникновение в нем вихревого тока
(4) и
выделение соответствующей мощности:
при известном значении сопротивления
нагреваемого тела обеспечивает
возникновение в нем вихревого тока
(4) и
выделение соответствующей мощности:

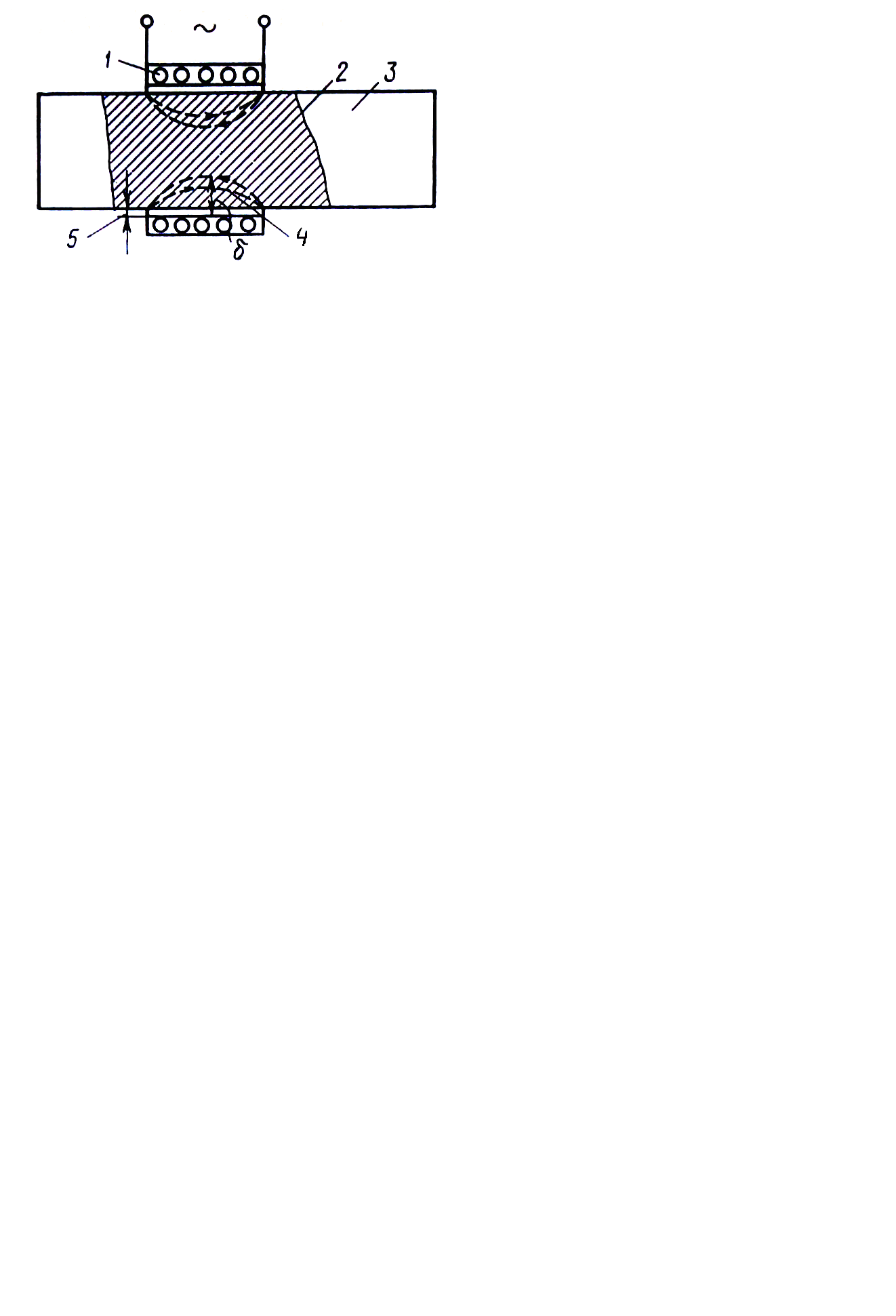
Рис. 4.1. Принципиальная схема индукционного нагрева:
1 – индуктор, 2 – магнитный поток в нагреваемом теле, 3 – нагреваемое тело, 4 – наведённый ток, 5 – воздушный зазор
Таким образом, индукционный нагрев является прямым нагревом сопротивлением, а включение нагреваемого тела в цепь тока производится за счет магнитной связи. Индукционный нагрев обладает достоинствами прямого нагрева сопротивлением – высокая скорость нагрева, пропорциональная вводимой мощности, неограниченный уровень достигаемых температур, достаточных для нагрева металлов, плавления металлов и неметаллов, перегрева расплава, испарения материалов и получения плазмы.
Принципиальная схема индукционного нагрева включает в себя индуктор, зазор и нагреваемое тело. Эти элементы определяют эффективность преобразования электрической энергии, получаемой от источника питания, в тепловую. Индуктор создает переменный во времени магнитный поток, т.е. электромагнитную волну, падающую на нагреваемое тело. Сам индуктор, находящийся в созданном им электромагнитном поле, тоже поглощает энергию, которая выделяется в нем в виде потерь.
Формы индукторов весьма разнообразны – цилиндрическая, плоская, фасонная. Как правило, индукторы изготовляют из меди – немагнитного металла и охлаждаются водой.
При выполнении нагревательных операций индуктор может находиться снаружи нагреваемого тела, либо внутри его. В последнем случае внутри индуктора помещают сердечник из листовой трансформаторной стали. Наиболее распространённым является внешнее расположение индуктора на цилиндрическом нагреваемом теле.
При нахождении индуктора в полости нагреваемого цилиндра потери энергии в зазоре равны:
 (4.1)
(4.1)
здесь
![]() – характерные размеры нагреваемого
тела и индуктора.
– характерные размеры нагреваемого
тела и индуктора.
Энергия, вводимая в нагреваемое тело, определяется в инженерных расчетах через значение мощности, выделяющейся в металлическом цилиндре на 1 м его длины. Для активной мощности:
 (4.2)
(4.2)
и реактивной мощности:
 (4.3)
(4.3)
где
![]() – удельное сопротивление нагреваемого
материала;
– удельное сопротивление нагреваемого
материала;
![]() – магнитная проницаемость;
– магнитная проницаемость;
![]() –
частота поля;
–
частота поля;
 – ампер-витки индуктора;
– ампер-витки индуктора;
 – сложные
комплексы, образованные из функции
Бесселя, определяются по таблицам и
графикам.
– сложные
комплексы, образованные из функции
Бесселя, определяются по таблицам и
графикам.
При нагреве металлической плиты активная и реактивная составляющие мощности соответственно равны:
 (4.4)
(4.4)
 (4.5)
(4.5)
Эти зависимости показывают, что регулирование мощности при индукционном нагреве может осуществляться за счет изменение числа витков индуктора тока намагничивания и его частоты. При прочих равных условиях выделяющаяся мощность больше для тел имеющих высокие удельное сопротивление и магнитную проницаемость. При нагреве до высоких температур, когда заметным становится изменение удельного сопротивления , необходимо регулирование напряженности магнитного поля или частоты.
Электрический
КПД системы индуктор – металлический
цилиндр
определяется из соотношения полезной
активной мощности
![]() ,
выделяющейся
в металле, и активных потерь в индукторе
,
выделяющейся
в металле, и активных потерь в индукторе
![]() :
:
 (4.6)
(4.6)
Максимальное значение КПД составляет 0,70-0,881.
При определении коэффициента мощности системы необходимо учитывать активные и реактивные мощности, выделяющиеся не только в нагреваемом теле, но и в индукторе и особенно в зазоре:
сosφ (4.7)
(4.7)
Чем
больше зазор между индуктором и
нагреваемым цилиндром,
тем больше реактивная мощность
 и тем ниже
сosφ.
Магнитное поле, выходя из индуктора,
встречает поверхность нагреваемого
тела, в которой сразу начинается
выделение тепловой энергии.
По мере продвижения в глубину тела в
механизм проведения
тока включаются более глубокие слои,
а ток проводимости в
это же время создает встречное магнитное
поле, препятствующее продвижению
внешнего поля. Поэтому индукционный
нагрев по своей
природе является поверхностным и поток
энергии на глубине
и тем ниже
сosφ.
Магнитное поле, выходя из индуктора,
встречает поверхность нагреваемого
тела, в которой сразу начинается
выделение тепловой энергии.
По мере продвижения в глубину тела в
механизм проведения
тока включаются более глубокие слои,
а ток проводимости в
это же время создает встречное магнитное
поле, препятствующее продвижению
внешнего поля. Поэтому индукционный
нагрев по своей
природе является поверхностным и поток
энергии на глубине
 меньше потока на поверхности в
меньше потока на поверхности в
 раз
и составляет 0,136
раз
и составляет 0,136 ,
где Р0
– поток
энергии на поверхности.
,
где Р0
– поток
энергии на поверхности.
В слое металла толщиной поглощается 86,4 % энергии, прошедшей через поверхность тела.
Глубина проникновения определяется:
 .
(4.8)
.
(4.8)
Отсюда следует, что глубина нагрева тела увеличивается с ростом его удельного сопротивления и понижается с ростом частоты тока. Формула (4.8) позволяет определить необходимую частоту тока для нагрева тела на заданную глубину. Для ферромагнитных материалов, когда с ростом температуры увеличивается , а при достижении точки Кюри значение падает от 50—100 до 1, глубина проникновения тока резко увеличивается, однако поглощаемая мощность при этом уменьшается.
Индуктор с точки зрения электротехники представляет собой в большинстве случаев соленоид, имеющий один или несколько добавочных отводов от внутренних витков. Витковое напряжение (напряжение между смежными витками) изменяется в широких пределах от 20–175 В до 400–600 и даже 1000 В. Ток индукторов составляет от сотен до нескольких тысяч ампер при средней плотности тока порядка 20 А/мм2. Потери энергии в индукторах могут достигать 20–30 % полезной мощности установки.
Индукционный способ нагрева применяется при следующих технологических процессах: плавка металлов и неметаллов; поверхностная закалка; нагрев заготовок под пластическую деформацию или термохимическую обработку; сварка и пайка; зонная очистка металлов и полупроводников, плавка во взвешенном состоянии; получение монокристаллов из тугоплавких оксидов; получение плазмы.