

11.5. Источники питания установок электрохимической обработки
ЭХО, основанная на анодном растворении, ведется на постоянном, импульсном, пульсирующем или асимметричном переменном токе. Источники питания (ИП) преобразуют электрическую энергию промышленной сети в необходимую для электрохимической обработки.
ИП должны отвечать ряду требований: обеспечение необходимой точности и стабильности обработки, исключение разрушения электродов при коротких замыканиях, осуществление ступенчатого и плавного регулирования выходных величин, а также их стабилизация. Технологические возможности источников питания определяются их внешними характеристиками, которые могут быть жесткими, естественными (слабопадающими) и крутопадающими.
В качестве источников питания в основном используются полупроводниковые выпрямители, регулирующими элементами в которых служат тиристоры.
ИП состоят из следующих узлов: понижающего трансформатора, выпрямителя, цепи стабилизации условий обработки, регулирования параметров, а также защиты источника питания и самого станка при нарушении нормального протекания процесса обработки.
Структурная схема тиристорного источника питания установок ЭХО показана на рис. 11.6.
Рис.11.6. Структурная схема источника питания установок ЭХО
Напряжение сети после срабатывания автоматического выключателя АВ и силового контактора К через датчики тока ДТ подается на силовой трансформатор Тр. Пониженное напряжение поступает на блок тиристоров Т, работой которых управляет система управления тиристорами СУТ. Изменяя подаваемые СУТ сигналы, можно получить различную форму выпрямленного напряжения и тока. Система реверсирования СР обусловливает смену полярности ИП.
При нарушении нормального режима работы установки с датчиков тока ДТ на систему автоматического регулирования САР поступают сигналы, по которым СУТ запирает тиристоры. Команда на отключение силового контактора подается системой защиты и сигнализации СЗС, что приводит к отключению источника питания от сети.
Система автоматического регулирования (САР) стабилизирует напряжение или ток в межэлектродном промежутке. Исполнительным органом САР является магнитный усилитель, обмотки управления которого питаются от датчиков тока ДТ, межэлектродного промежутка (МЭП) и опорного напряжения. Схема управления тиристорами СУТ подключена к выходу магнитного усилителя.
На рис. 11.7 показаны принципиальные схемы тиристорных источников питания установок ЭХО на токи выше 600 А.
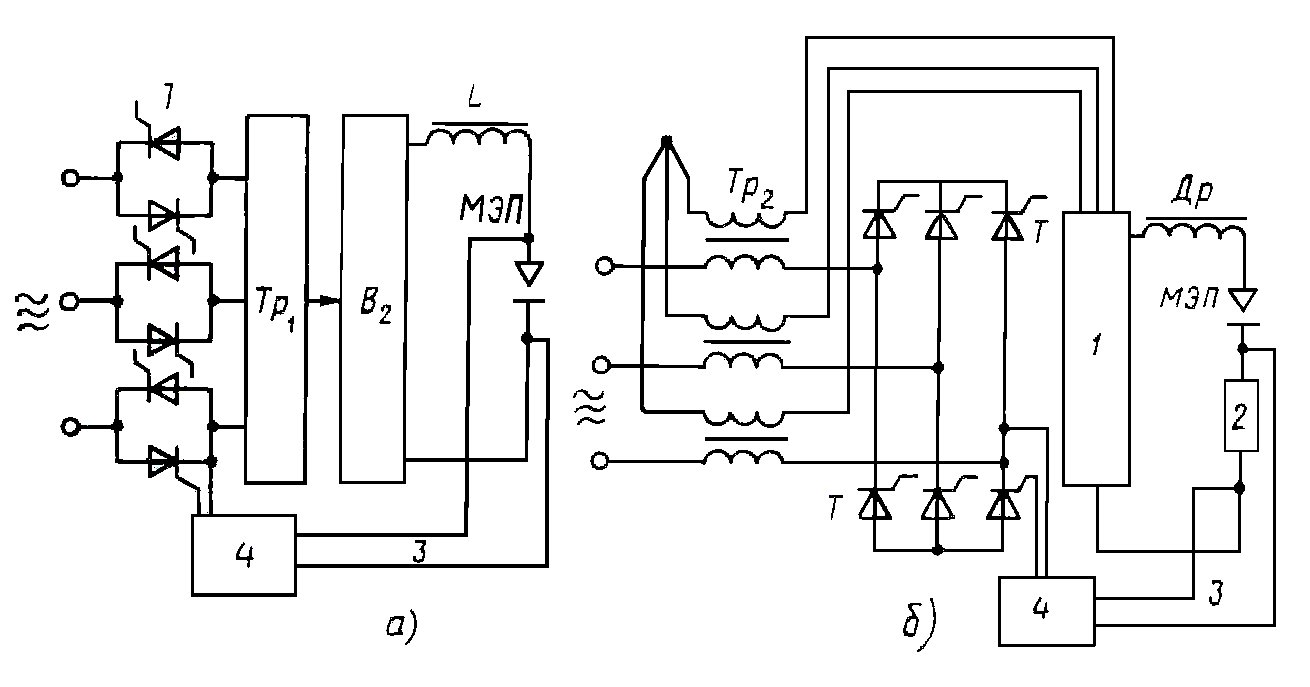
Рис. 11.7. Принципиальная схема тиристорного источника питания установок ЭХО
В схеме рис. 11.7,а используются тиристоры VT на первичной стороне силового трансформатора Тр1 с неуправляемым выпрямителем В2 на его вторичной стороне. Тиристоры VТ включены в рассечку фаз сети (рис. 11.7, а) или по трехфазной мостовой схеме в разрыв нейтрали звезды на первичной стороне трансформатора (рис.11.7, б).
Для получения жесткой внешней характеристики источника питания блок 4 управляет тиристорами по сигналам обратной связи 3 по выходному напряжению с межэлектродного промежутка (рис.11.7, а). Для создания крутопадающей характеристики (рис.11.7, б) тиристоры VT управляются сигналом обратной связи в функции тока нагрузки. Сигнал поступает в блок управления 4 с резистора 2. Естественная внешняя характеристика выпрямителя 1 получается поддержанием заданного угла ее наклона за счет обратных связей по току и напряжению. Дроссели Др включены в цепь для уменьшения пульсаций рабочего тока при тиристорном регулировании.