

4.3. Индукционные нагревательные установки
Индукционные нагревательные установки (ИНУ) применяются в различных технологических процессах, и подразделяются на два основных типа: установки сквозного и поверхностного нагрева. ИНУ сквозного нагрева применяются для нагрева заготовок под последующую пластическую деформацию: ковку, штамповку, прессовку, прокатку и т. д.
В зависимости от геометрических параметров деталей и их материала источники питания ИНУ выполняют на частоту 50-10000 Гц. Выбор рабочей частоты производят таким образом, чтобы выделение теплоты происходило в слое достаточной толщины по сечению детали, нагрев считают глубинным при условии:
 ,
(4.13)
,
(4.13)
где
![]() – радиус нагреваемой заготовки;
– радиус нагреваемой заготовки;
 – глубина проникновения тока в металл
горячей заготовки.
– глубина проникновения тока в металл
горячей заготовки.
Для цилиндрических стальных заготовок:
 ,
(4.14)
,
(4.14)
где – диаметр нагреваемой заготовки, см.
Индукционный поверхностный нагрев сопровождается проявлением поверхностного эффекта и эффекта близости. Вследствие поверхностного эффекта ток в нагреваемом изделии распределяется неравномерно, наибольшая плотность тока имеет место в поверхностных слоях. Рост плотности тока от центра к поверхности проводника происходит по экспоненциальному закону, поэтому при использовании высокой частоты в поверхностных слоях можно получить большие плотности тока, обеспечивающие быстрый нагрев металла.
П оверхностный
нагрев применяют
для
нагрева деталей под последующую
термохимическую обработку
(закалка, цементация, азотирование и
т. п.). Схемы
некоторых индукторов
для поверхностного нагрева
показаны на рис. 4.6, а-в.
оверхностный
нагрев применяют
для
нагрева деталей под последующую
термохимическую обработку
(закалка, цементация, азотирование и
т. п.). Схемы
некоторых индукторов
для поверхностного нагрева
показаны на рис. 4.6, а-в.
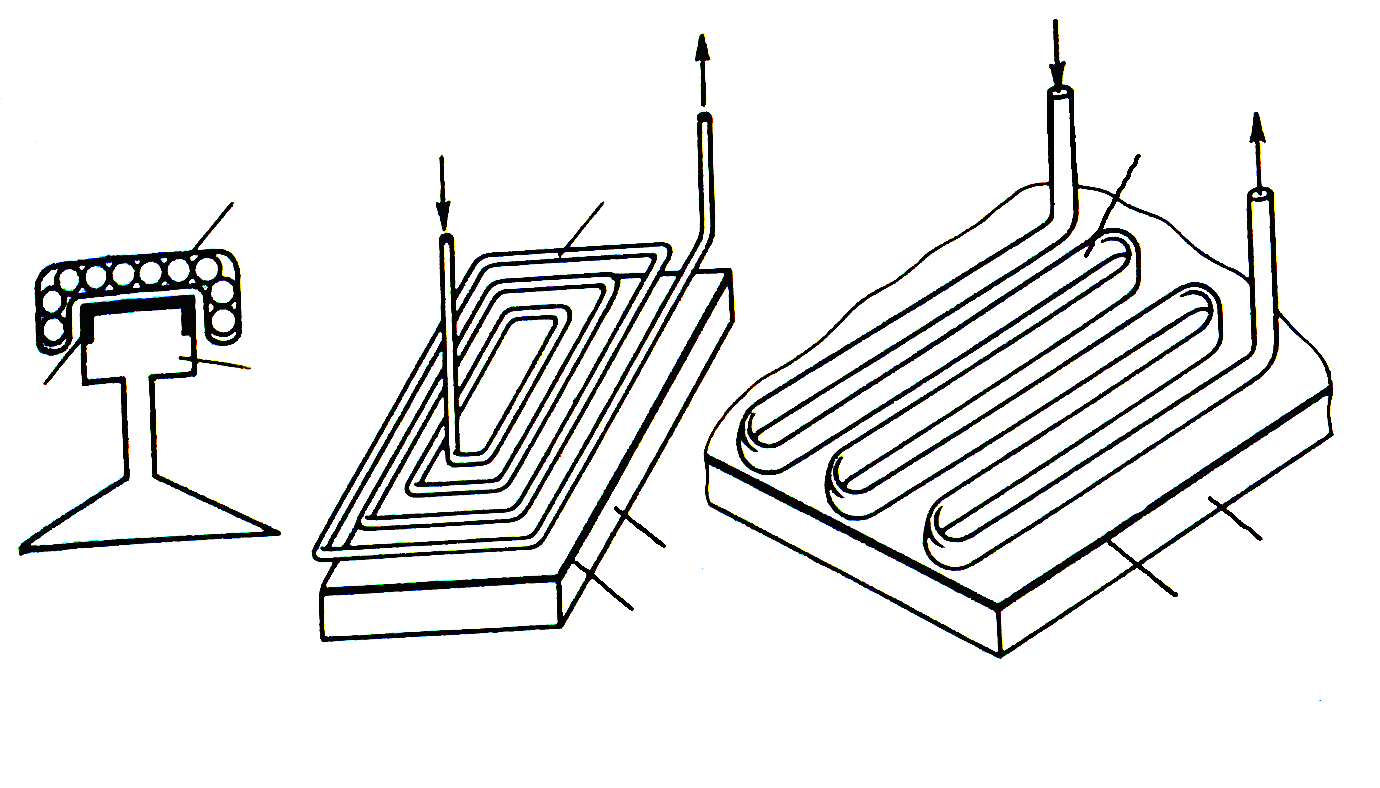
Рис. 4.6. Технологические схемы поверхностного индукционного нагрева: 1 – индуктор; 2 – нагреваемое тело; 3 – нагретый слой изделия
Индукторы характеризуются удельной поверхностной мощностью (Вт/м2), которая зависит от частоты тока, глубины прогрева, размеров нагреваемых изделий.
Потребляемую
индукционной установкой из сети активную
мощность
 определяют через полезную мощность
определяют через полезную мощность
 ,
идущую на
нагрев деталей, и общий КПД системы:
,
идущую на
нагрев деталей, и общий КПД системы:
 (4.15)
(4.15)
где
 – соответственно КПД системы, индуктора,
конденсаторной батареи, линии и источника
питания.
– соответственно КПД системы, индуктора,
конденсаторной батареи, линии и источника
питания.
Полезная мощность:
![]() ,
(4.16)
,
(4.16)
где
 – средняя
интегральная удельная теплоемкость в
интервале
температур
– средняя
интегральная удельная теплоемкость в
интервале
температур
 Дж/(кг-К);
tK
и
t0
–
конечная и начальная температуры
детали, К; g
–
масса одной заготовки, кг; п
–
число
заготовок, одновременно нагреваемых
в индукторе;
Дж/(кг-К);
tK
и
t0
–
конечная и начальная температуры
детали, К; g
–
масса одной заготовки, кг; п
–
число
заготовок, одновременно нагреваемых
в индукторе;
![]() – время нагрева,
с.
– время нагрева,
с.
Для
обеспечения равномерного нагрева
заготовок в индукторе его
длину
![]() необходимо
выбирать несколько большей длины садки
необходимо
выбирать несколько большей длины садки
![]() .
.
Оптимальная
частота
 для нагрева на заданную
глубину
для нагрева на заданную
глубину
![]() :
:
 ,
(4.17)
,
(4.17)
Электрический
КПД индуктора зависит от соотношения
диаметров детали
![]() ,
индуктора
,
индуктора
![]() удельного сопротивления
металла индуктора
удельного сопротивления
металла индуктора
![]() и заготовки
и заготовки
![]() ,
магнитной проницаемости
,
магнитной проницаемости
![]() металла заготовки:
металла заготовки:
 ,
(4.18)
,
(4.18)
Тепловой КПД индуктора при неизменной удельной мощности падает с повышением частоты и с увеличением диаметра нагреваемой заготовки.
Коэффициент мощности системы индукторсадка и реактивная мощность конденсаторной батареи.
Коэффициент мощности системы индуктор – садка:
сosφИ= ,
(4.19)
,
(4.19)
где
![]() – активная и реактивная мощности садки;
– активная и реактивная мощности садки;
![]() – активная и реактивная мощности
индуктора;
– активная и реактивная мощности
индуктора;
![]() – реактивная мощность в зазоре между
индуктором и садкой.
– реактивная мощность в зазоре между
индуктором и садкой.
Реактивная мощность конденсаторной батареи (КБ) Qk6 для компенсации естественного сosφИ индукционного устройства:
![]() (tgφИ–tgφК),
(4.20)
(tgφИ–tgφК),
(4.20)
где
![]() – его активная мощность; φК
– сдвиг
фаз между током и напряжением в
скомпенсированном контуре.
– его активная мощность; φК
– сдвиг
фаз между током и напряжением в
скомпенсированном контуре.
Активные потери
в КБ
![]() tg
tg![]() ,
где tg
– тангенс угла диэлектрических потерь.
,
где tg
– тангенс угла диэлектрических потерь.
Коэффициент полезного действия КБ при компенсации реактивной мощности индукционного устройства:
 .
(4.21)
.
(4.21)
Следует отметить, что при высоких частотах и низком сosφИ потери в конденсаторах могут достигать 10–12 % мощности индуктора.