

Глава 18. Электростатические промышленные
УСТАНОВКИ
18.1. Принцип действия и устройство электрофильтров
Электрофильтр, как агрегат, состоит из следующих основных элементов (рис. 18.1):
– система подготовки газов для подачи в электрофильтр, в которую входят устройства для увлажнения газа и выравнивания профиля скоростей;
– источник питания – повышающий трансформатор в комплекте с регулирующим автотрансформатором и высоковольтный выпрямитель;
– собственно электрофильтр.
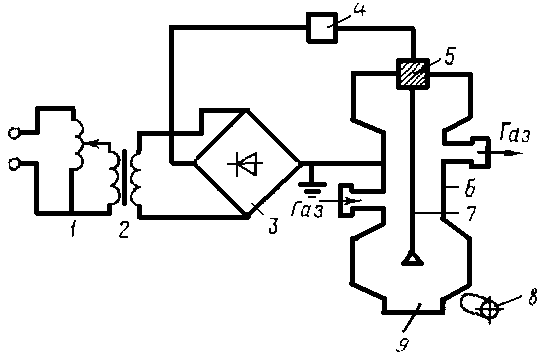
Рис. 18.1. Принципиальная схема электрофильтра:
1 – регулирующий автотрансформатор, 2 – повышающий трансформатор, 3 – высоковольтный выпрямитель, 4 – кабель с ограничительным сопротивлением, 5 – изолирующий вход, 6 – коронирующий электрод,7 – осадительный электрод, 8 – механизм встряхивания, 9 – бункер.
Процесс воздействия поля на частицы вещества в электрофильтрах включает две стадии: а) предварительная бесконтактная зарядка частиц; б) осаждение частиц за счет кулоновского взаимодействия их зарядов с электрическим полем.
Принцип действия электрофильтра. От источника питания через изолирующий ввод на коронирующий электрод и осадительный электрод подается высокое напряжение постоянного тока.
Необходимая разность потенциалов U0 для возникновения коронного разряда в электрофильтре определяется по известному значению Е0 для соответствующей системы электродов:

По мере повышения напряжения после возникновения коронного разряда ток быстро растет и может перейти в искровой. Рабочие токи в электрофильтре обычно составляют порядка 0,1-0,5 мА/м длины электрода.
При прохождении через полость электрофильтра запыленного газа большинство пылинок получает отрицательный заряд и направляется к положительному осадительному электроду 7. Осадительные электроды периодически встряхиваются специальными механизмами 8, и осевшая на них пыль осыпается в бункер 9.
В общем виде энергия, затрачиваемая для выделения взвешенных частиц из газового потока, пропорциональна току I, потребляемому электрофильтром, и напряжению U на его электродах: Р=UI. Она может быть определена по формуле
 ,
(19.2)
,
(19.2)
где Um
– амплитудное значение напряжения,
кВ; Icp
– среднее значение тока, потребляемого
электрофильтром, А; Icp=i0L
(i0
– линейная плотность тока, А/м; L
– активная длина коронирующих электродов,
м);
 – коэффициент формы кривой;
– коэффициент формы кривой;
 – КПД электроагрегата (
– КПД электроагрегата (![]() 0,8);
cos
0,8);
cos ;
Р1
– мощность, потребляемая вспомогательными
устройствами электрофильтров, кВт.
;
Р1
– мощность, потребляемая вспомогательными
устройствами электрофильтров, кВт.
Электрофильтры подразделяют на две группы: - однозонные, в которых зарядка и осаждение частиц происходят в одной конструктивной зоне, где расположены коронирующая и осадительная системы; - двухзонные, в которых зарядка и осаждение частиц происходят в двух конструктивных зонах: в первой располагается коронирующая система - ионизатор, во второй - осадительная система - осадитель.
По конструкции осадительного электрода электрофильтры подразделяют на трубчатые и пластинчатые.
В корпусе электрофильтра размещены коронирующие осадительные электроды. Здесь собирается улавливаемый продукт. При использовании трубчатых осадительных электродов корпус иногда выполняют из двух частей: нижней - входной коробки с бункерами и верхней - выходной коробки.
Коронирующие электроды должны обладать особой формой для создания интенсивного и достаточно однородного коронного разряда; механической прочностью и жесткостью для обеспечения продолжительной службы электродов в условиях вибрации и раскачивания под влиянием сил электрического поля, воздействия механизма встряхивания и движущегося газового потока; стойкостью в газовой среде, которая может иметь повышенную температуру и содержать агрессивные компоненты.