

Глава 12. Электроэрозионная обработка металлов
12.1. Общая характеристика и физические основы процесса
Для обработки металлов с высокими механическими свойствами применяется метод размерной обработки при непосредственном использовании теплового эффекта электрической энергии – электроэрозионная обработка (ЭЭО). Она основана на эффекте расплавления и испарения микропорций материала под тепловым воздействием импульсов электрической энергии, которая выделяется в канале электроискрового заряда между поверхностью обрабатываемой детали и электродом-инструментом, погруженным в жидкую непроводящую среду.
Следующие друг за другом импульсные разряды определенной длительности и формы производят выплавление и испарение микропорций металла. Электроэрозионный способ позволяет обрабатывать токопроводящие материалы любой механической прочности, вязкости, хрупкости, получать детали сложных форм и осуществлять операции, не выполняемые другими методами
Процессы, происходящие при ЭЭO показаны на рис.12.1. По достижении импульсным напряжением и определенного значения между электродом-инструментом 4 и электродом-деталью 1 в диэлектрической жидкости 2 происходит электрический пробой. При этом от электрода, который в данный момент является катодом, отделяется стример 3 и направляется к аноду, ионизируя на своем пути жидкость. В результате этой фазы (ее длительность 10-9-10-7 с) образуется канал сквозной проводимости, и сопротивление межэлектродного промежутка снижается от нескольких мегаом до долей Ома (рис. 13.1, а).
Через канал проводимости в виде импульса выделяется электрическая энергии накопленная в источнике питания (рис. 12.1, б). При этом происходит электрический разряд 5, длительность которого составляет 10-6-10-4 с, для которого характерна падающая вольтамперная характеристика. Разряд проходит искровую и дуговую стадии. Благодаря высокой концентрации энергии в зоне разряда и приэлектродных областях развиваются высокие температуры. Под их воздействием образуется парогазовая полость 7.
В приэлектродных областях 8 происходит плавление и испарение микропорций металла на поверхности электрода. В результате развивающегося давления капли жидкого металла 6 выбрасываются из зоны разряда и застывают в окружающей электроды жидкой среде в виде мелких сферических частиц 9 (рис.12.1, в).
После пробоя электрическая прочность межэлектродного промежутка восстанавливается. Следующий разряд возникает в другом месте между другими неровностями поверхностей электродов. При этом электрод-инструмент получает возможность внедряться в обрабатываемую деталь. Выделяющаяся в столбе разряда энергия расходуется на испарение жидкости и представляет собой потери энергии.
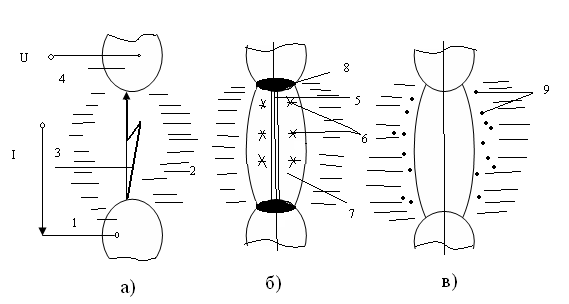
Рис. 12.1. Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке
В месте действия импульса тока на поверхности электродов остаются небольшие углубления – лунки, образовавшиеся вследствие удаления разрядом некоторого количества металла. Параметры лунки (диаметр и высота ) определяются мощностью импульсного разряда, его длительностью и свойствами материала:

 ,
(12.1)
,
(12.1)
где Ср – удельная теплоемкость; λ – коэффициент теплопроводности обрабатываемого материала.
Для сохранения электрода-инструмента следует подобрать пару металлов инструмента и изделия, чтобы инструмент не разрушался; подобрать режим работы источника питания или вообще его параметры так, чтобы инструмент оставался целым.