

8.2. Источники питания дуговой сварки
Специфическим свойством сварочных источников тока является способность выдерживать многочисленные технологические короткие замыкания во вторичной цепи. Они происходят при зажигании дуги касанием электродов, а также во время сварки, когда скорость подачи плавящегося электрода не согласуется со скоростью его плавления. Кроме того, вследствие нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При ручной и
автоматической сварках под слоем флюса
с автоматическим регулированием
напряжения на дуге, когда ВАХ дуги
слабопадающая или жесткая (рис.
8.3, а, кривая 1), внешняя ВАХ источника
питания должна быть крутопадающей
(рис. 8.3, а, кривая 2). Чем больше крутизна
падения ВАХ источника питания (ИП) в
рабочей точке К, тем меньше колебания
тока при случайных изменениях длины
дуги и условий ее горения. При таких
характеристиках напряжение холостого
хода ИП в 1,8-2,4 раза больше напряжения
дуги. Кроме того, ограничивается значение
тока короткого замыкания в пределах
1,25< <2.
<2.

Iсв,
А
а) б)
Рис. 8.3. Падающие (2 и 3) внешние характеристики источника питания при жесткой (1) статической характеристике дуги (а); жесткая (2) и возрастающая (3) внешние характеристики источника питания при возрастающей (1) статической характеристике дуги (б)
При автоматической сварке под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей (рис. 8.3, а, кривая 3) для повышения саморегулирования дуги. При сварке в среде защитных газов в условиях большой плотности постоянного тока в электроде ВАХ дуги возрастающая (рис. 8.3. б, кривая 1). В этом случае внешняя характеристика ИП для еще большей интенсивности саморегулирования должна быть жесткой или возрастающей (рис. 8.3, б, кривые 2, 3). Источники питания должны обеспечивать возможность настройки различных режимов сварки – установление заданных значений тока и напряжения, обеспечивающего этот ток.
Наиболее распространенным способом настройки режима сварки является комбинированное регулирование. Оно заключается в том, что весь диапазон регулирования по току разбивают на ряд ступеней (грубое регулирование), а в пределах каждой ступени осуществляют плавное регулирование.
В зависимости от особенностей технологического процесса сварочные работы выполняются на постоянном либо переменном токе. Основными технологическими показателями источников питания сварочной дуги являются кроме внешней характеристики и напряжения холостого хода относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме.
Критерием оценки динамических свойств источника питания служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. Особенно важно время нарастания напряжения от нуля до значения, достаточного для возбуждения дуги, и время восстановления напряжения. По ГОСТу оно не должно превышать 0,03 с.
Поэтому для дуговой сварки создаются специальные источники питания постоянного и переменного токов, которые должны:
а) иметь напряжение холостого хода в момент зажигания дуги, достаточное для ее возбуждения, но не превышающее пределов, безопасных для жизни сварщика;
б) надежно работать в режимах частых технологических коротких замыканий;
в) иметь внешнюю характеристику, соответствующую ВАХ дуги, и иметь достаточную мощность;
г) снабжаться специальными устройствами для плавного изменения тока;
д) соответствовать требованиям удобства эксплуатации и экономичности.
Тепловой режим источника питания оценивается относительными ПР и ПВ, обусловленными прерывистым рабочим процессом сварки. Продолжительность работы определяют как отношение продолжительности рабочего периода источника питания к длительности полного цикла работы. Она выражается в процентах:
где р – время работы под нагрузкой; ц – длительность полного цикла.
Условно принято считать, что в среднем р=3 мин, ц=5 мин, т. е. среднее оптимальное значение ПР=60 %. ПР отличается от ПВ тем, что в первом случае источник питания во время паузы не отключается от сети, а работает в режиме холостого хода, во втором случае источник питания полностью отключается от сети.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые подразделяют на одно- и трехфазные, а по количеству питаемых сварочных постов – на одно- и многопостовые.
По способу получения падающих внешних характеристик и регулирования тока различают источники питания двух типов: трансформаторы с нормальным магнитным рассеянием, выполненные в виде двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, с витковым ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 8.4), сопротивление которого может изменяться в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.

Рис. 8.4. Схема сварного аппарата с отдельным регулятором
Регулятор тока – дроссель Б состоит из магнитопровода (ярма) и обмотки, расположенной на неподвижной части магнитопровода (якоре). Между ярмом и якорем имеется воздушный зазор , изменяя который с помощью регулирующего винта осуществляется плавное регулирование сварочного тока.
При увеличении зазора между подвижной и неподвижной частями сердечника электрическое сопротивление (индуктивное) дросселя уменьшается, в результате чего увеличивается ток в сварочной цепи. При уменьшении зазора электрическое сопротивление дросселя увеличивается, а ток уменьшается.
Наличие дроссельной катушки в цепи создает падающую внешнюю характеристику, благодаря чему напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
Сварочный
трансформатор типа СТН с встроенным
регулятором (рис. 8.5) отличается от
предыдущего тем, что на общем магнитопроводе
находятся три обмотки: первичная I и
вторичная II обмотки трансформатора и
обмотка регулятора II![]() ,
включенная последовательно со вторичной
обмоткой.
,
включенная последовательно со вторичной
обмоткой.
Регулирование сварочного тока осуществляется изменением воздушного зазора между магнитопроводом и якорем С.
Преимущество этой системы является компактность, меньший расход меди и трансформаторной стали; при регулировании тока с большого значения на минимальное напряжение холостого хода увеличивается, что повышает устойчивость горения дуги.

Рис. 8.5. Электромагнитная схема трансформатора СТН со встроенным регулятором
Трансформаторы с повышенным магнитным рассеянием получили наиболее широкое распространение при ручной дуговой сварке, где регулирование сварочного тока осуществляется изменением расстояния между первичной и вторичной обмотками или подвижным магнитным шунтом. Это изменяет сопротивление потока рассеяния и индуктивность трансформатора. Чем больше сопротивление шунтирующей цепи, тем меньше индуктивность рассеяния трансформатора и больше сварочный ток.
У трансформаторов с подмагничиваемым шунтом ТДФ вторичная обмотка состоит из двух частей (рис. 8.6, а). Основная часть 2 находится у нижнего ярма 1 сердечника, дополнительная часть 3 расположена вместе с первичной обмоткой 4 у верхнего ярма. Магнитный шунт 6 с подмагничивающей обмоткой управления 5 размещен между основной и дополнительной частями вторичной обмотки. Больший ток подмагничивания шунта обеспечивает больший сварочный ток. Трансформаторы с подвижными обмотками (рис. 8.6, б) типа ТД, ТСК, ТС, СТР имеют значительное расстояние между обмотками, вследствие чего часть магнитного потока не охватывает вторичную обмотку 2. Сближение и удаление обмоток обеспечивает регулирование тока. Для расширения диапазона регулирования первичную обмотку 3 выполняют из двух частей, соединяемых последовательно или параллельно.
4
1
а) б)
Рис. 8.6. Схемы сварочных трансформаторов Рис. 8.7 Схема многопостовой сварки на переменном токе
Для многопостовой сварки можно использовать любой сварочный трансформатор с жесткой внешней характеристикой. При этом к каждому посту должен быть подсоединен дроссель, обеспечивающий падающую характеристику цепи.
Количество подключаемых к трансформатору постов
здесь
 – номинальный ток сварочного
трансформатора, А;
– номинальный ток сварочного
трансформатора, А;
 – сварочный ток поста, А;
– коэффициент загрузки (0,6-0,8).
– сварочный ток поста, А;
– коэффициент загрузки (0,6-0,8).
Многопостовая сварка осуществляется от однофазного или трехфазного трансформатора. Электрическая схема многопостовой сварки на переменном токе показана на рис. 8.7. Первичная обмотка 1 подключается к питающей сети. Фазное напряжение вторичной обмотки 2 составляет 65-70 В. Регулирование сварочного тока и обеспечение падающей характеристики производится установленными на каждом посту 4 регуляторами тока – дросселями 3.
Источники питания постоянного тока подразделяют на две основные группы: сварочные преобразователи и сварочные выпрямители.
Сварочный преобразователь состоит из собственно генератора постоянного тока и первичного двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы в зависимости от схемы формирования падающей внешней характеристики подразделяются на три основные группы:
– генераторы с ращепленными полюсами и с поперечным полем, у которых падающая внешняя характеристика достигается за счет размагничивания основного поля генератора магнитным полем реакции якоря.
– генераторы с независимым возбуждением, падающая внешняя характеристика которых достигается за счет уменьшения основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора – возбудителя или выпрямителя.
– генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, в которых падающая внешняя характеристика создается за счет размагничивающего действия потоков последовательной обмотки и реакции якоря генератора.
Многопостовой генератор должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока должно поддерживаться почти постоянным (не более 5 % от поминального значения).
Сварочные генераторы с жесткими и пологопадающими внешними характеристиками используются как многопостовые источники питания либо для питания автоматов или полуавтоматов с постоянной скоростью подачи электродной проволоки. Генераторы этого типа имеют специальную систему возбуждения (рис. 9.8), в которой потоки обмоток 1 и 3 направлены согласно, а напряжение холостого хода устанавливается с помощью реостата 2. Каждый сварочный пост включается через балластное сопротивление 4, позволяющее регулировать ток в широких пределах. Балластный реостат создает падающую характеристику, служит регулятором тока, ограничивает и регулирует ток короткого замыкания сварочной цепи поста в момент зажигания дуги. Одновременно с этим в нем имеются потери электрической энергии.
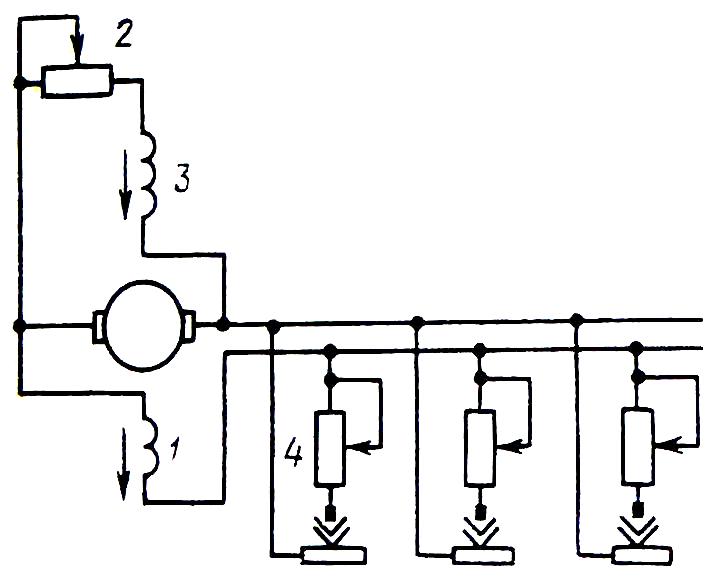
Рис. 8.8. Схема многопостового преобразователя с балластными реостатами
Сварочные выпрямители по сравнению со сварочными трансформаторами обеспечивают большую стабильность дуги, особенно на малых токах, вследствие чего напряжение холостого хода их может быть снижено.
Тиристорные выпрямители представляют собой замкнутую систему автоматического регулирования с отрицательной обратной связью по току при падающих внешних характеристиках и положительной обратной связью по выходному напряжению при жестких внешних характеристиках. Возможна и одновременная работа обратной связи по току и напряжению для получения заданной крутизны наклона пологопадающих внешних характеристик. Структурная схема тиристорного выпрямителя с падающими характеристиками показана на рис. 8.9.
Задаваемое напряжение сравнивается с сигналом обратной связи пропорциональным текущему значению сварочного тока, и усиленная разность между ними подается на вход блока фазового управления. Поступающие на тиристерный блок импульсы зажигания обеспечивают поддержание с определенной точностью постоянного заданного сварочного тока. Крутизна наклона характеристики зависит от коэффициента усиления системы.
Рис. 8.9. Структурная схема сварочного тиристорного выпрямителя с падающей характеристикой: Т – силовой трансформатор; ТРН – тиристорный регулятор напряжения; БП – блок подпитки; БФУ – блок фазного управления; ДТ – датчик тока; СД – выход – сварочная дуга; БС – блок сравнения; БЗТ – блок задания тока; КЗ – корректирующее звено
Для сглаживания пульсаций и обеспечения стабильного процесса сварки в цепь включается индуктивность, значение которой зависит от технологических особенностей и режимов процесса.
Наиболее широкое распространение получили схемы, обеспечивающие минимальную пульсацию выпрямленного тока для ручной и автоматической сварки (ВСС, ВКС, ВД).
Выпрямительный блок выполняется по трехфазной мостовой схеме Ларионова и снабжен фильтрами для подавления радиопомех, а также схемой защиты, отключающей его от сети при чрезмерном перегреве.
Для аргонно-дуговой сварки металлов малых толщин постоянным и импульсным токами применяются транзисторные преобразователи серии АП (рис. 8.10). Они состоят (рис. 8.10, а) из силового трехфазного трансформатора Тр, выпрямительного блока В, блока транзисторов Т, блока управления БУ, генератора импульсов ГИ и блока поджига дуги БП. В блок поджига входит осциллятор, обеспечивающий зажигание дуги без касания электродов. Сварочный ток регулируется безынерционно и плавно изменением тока блока транзисторов, обеспечивая крутопадающую ВАХ (рис.8.10, б). Для получения импульсной дуги в цепи управления имеется генератор импульсов регулируемых амплитуд, длительности и частоты.
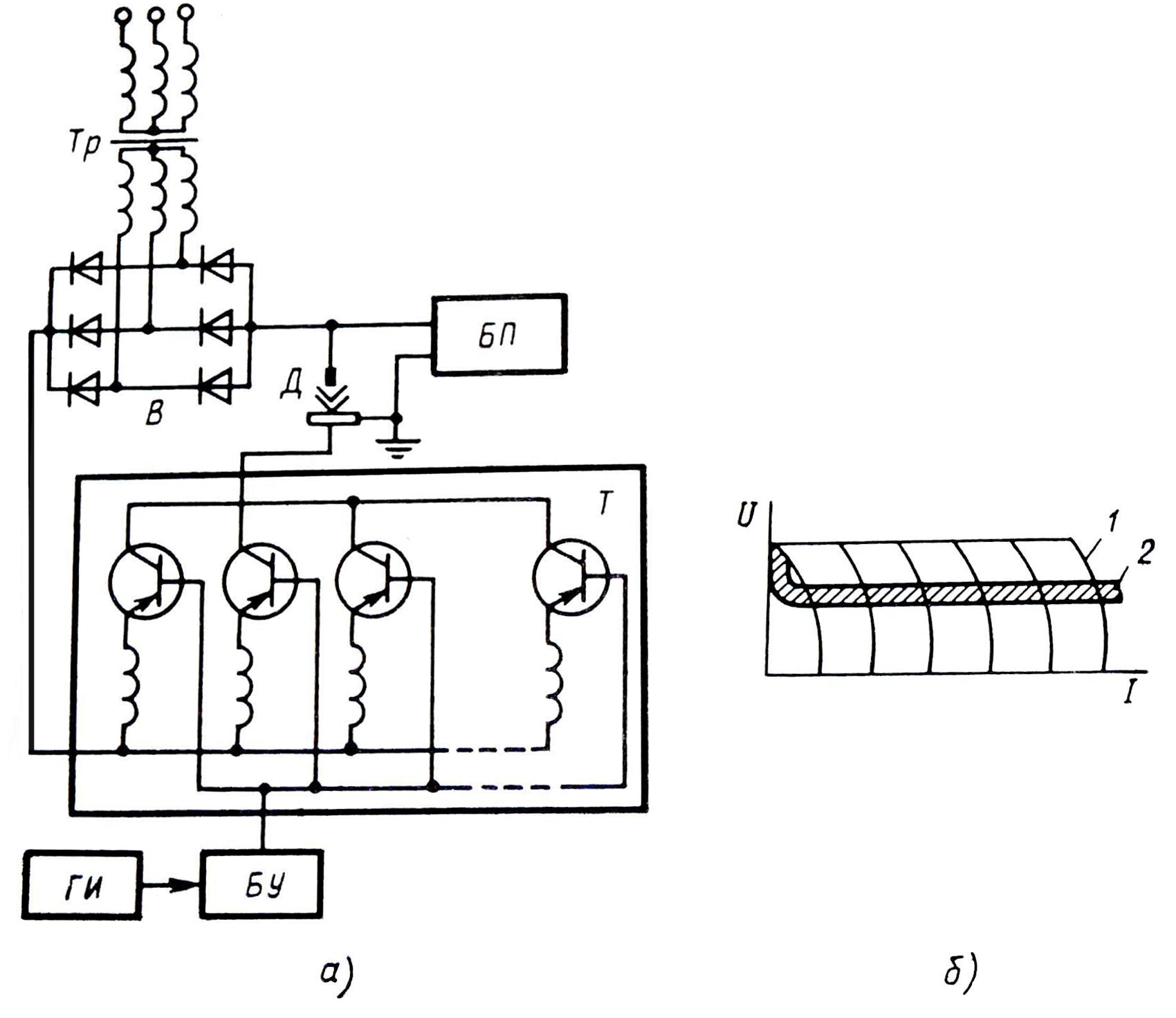
Рис. 8.10. Принципиальная схема и внешние характеристики
аппаратов типа АП