

11.3 Электрооборудование электролизных производств
Питание электролизных установок постоянным током осуществляется от генераторов постоянного тока или полупроводниковых выпрямительных агрегатов, преобразующих переменный ток промышленной частоты в постоянный.
Регулирование напряжения должно обеспечить необходимую глубину и плавность. Наибольшая глубина регулирования необходима при пуске электролизных установок. Необходимая ширина диапазона регулирования достигается за счет переключения сетевой обмотки трансформатора со звезды на треугольник, параллельно-последовательным включением ее секций и т. д.
Выпрямительные агрегаты выполняются с неуправляемыми и управляемыми вентилями. Принципиальная схема силовой части показана на рис. 11.2. Две вентильные обмотки соединены треугольником, а две – звездой. Трансформатор питает четыре параллельно включенных вентильных блока БВ, выполненных по шестифазной мостовой схеме (схеме Ларионова).
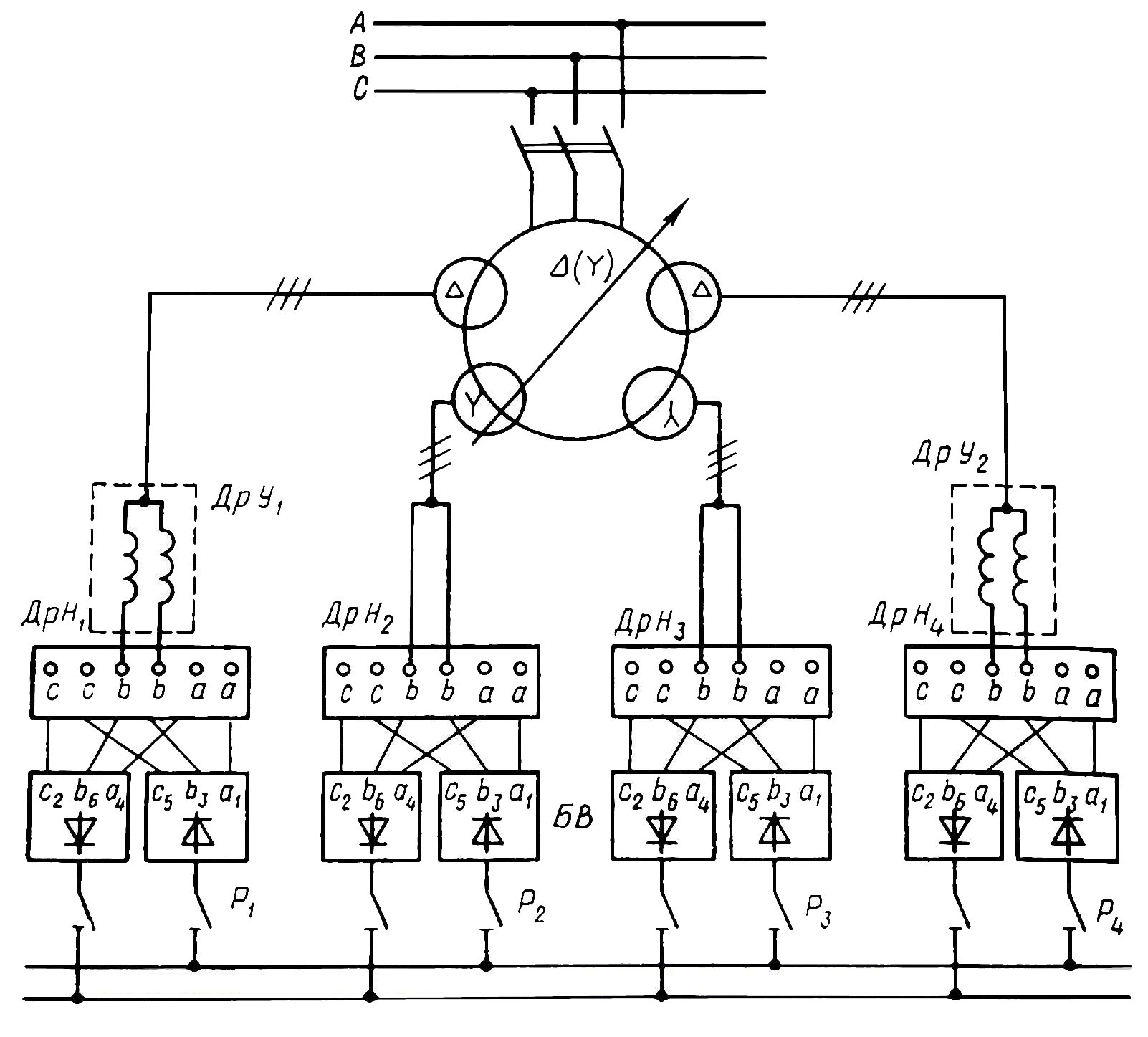
Рисунок 11.2 – Схема силовой части вентильного преобразователя с неуправляемыми вентилями
Уравнивающие дроссели ДрУ1 и ДрУ2 предназначены для равномерного распределения токов между выпрямительными блоками, поскольку напряжение соединенных в треугольник обмоток трансформатора на 1 % выше напряжения обмоток, соединенных звездой.
Дроссели насыщения ДрН1-ДрН4 обеспечивают плавное регулирование напряжения.
Принципиальная схема выпрямительного агрегата с управляемыми вентилями (тиристорами) показана на рис. 12.3. Первичные обмотки трех однофазных трансформаторов Тр1-Тр3 соединены в звезду с помощью тиристоров, которые служат для плавного регулирования переменного тока. В агрегате применена двухконтурная система регулирования с внутренним токовым контуром и внешним – контуром напряжения. Регулятор тока РТ подключен к входу системы импульсно-фазового управления тиристорами – СИФУ. Неуправляемый анодный выпрямитель В питается от вторичных обмоток трансформаторов Тр1-Тр3, соединенных по схеме двойной трехфазной звезды. В нормальном режиме регулятор напряжения РН находится в насыщенном состоянии, а при увеличении напряжения на нагрузке выше заданного уровня корректирует суммарное значение выпрямленного тока.
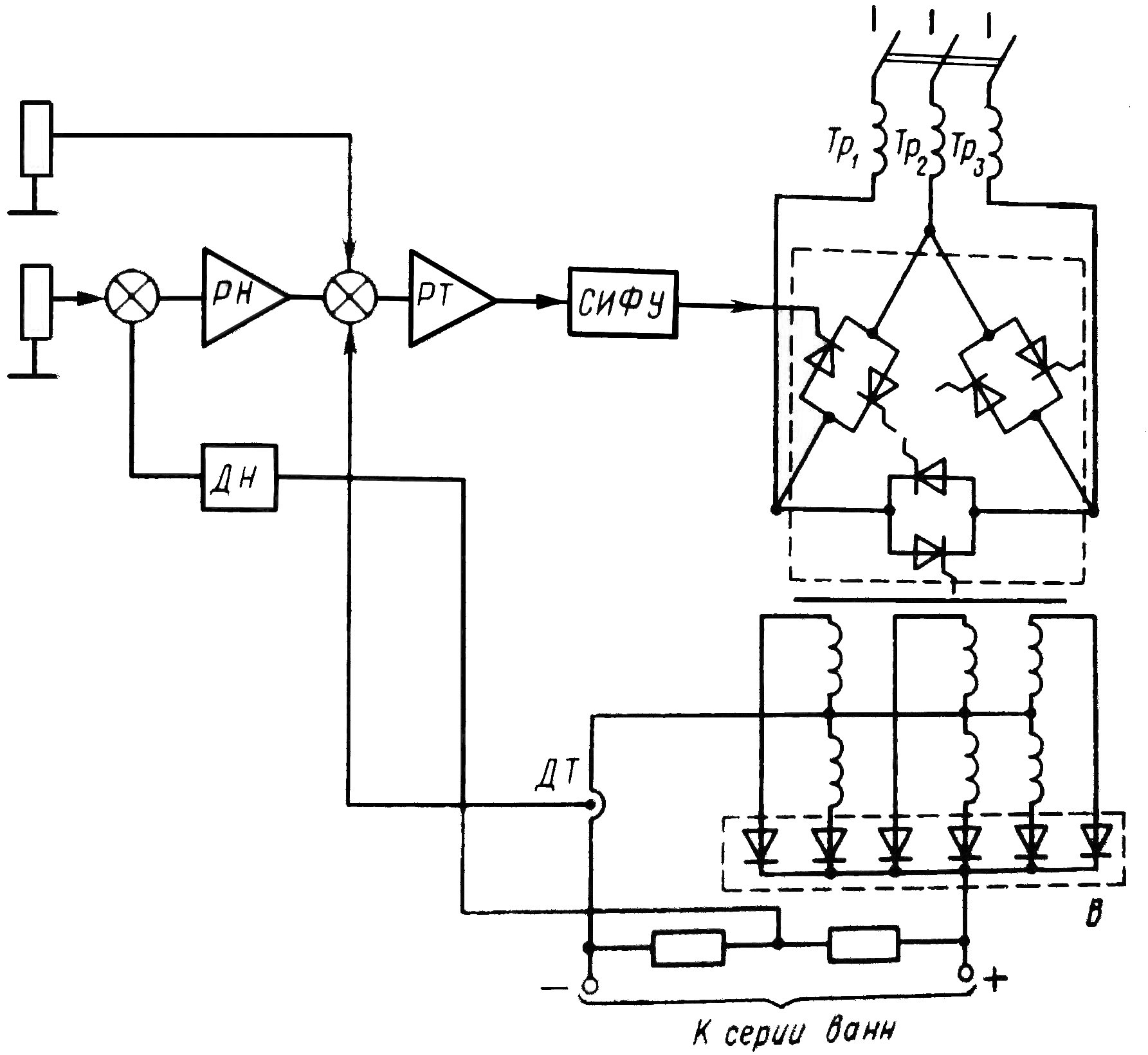
Рисунок 11.3 – Схема выпрямительного тиристорного агрегата
Поскольку рабочие токи электролизных ванн достигают десятков и сотен килоампер, сечение шинопровода также получается большим – до 15 дм2.
Коэффициент мощности агрегатов с неуправляемыми вентилями достаточно высок и зависит лишь от числа фаз выпрямления, проблема повышения его возникает при использовании управляемых вентилей. Компенсация реактивной мощности, генерируемой преобразовательными агрегатами, может производиться следующими методами: применением статических конденсаторов, использованием синхронных машин, применением продольной емкостной компенсации (ПЕК) реактивного сопротивления питающей сети, введением специальных схем с неуправляемыми вентилями (компенсационные выпрямительные агрегаты), а также эксплуатацией специальных схем управляемых вентильных агрегатов.
Оптимальная
степень компенсации определяется по
обобщенному критериальному показателю
– нагрузочному КПД цепи электроснабжения,
характеризующему активные потери
энергии. Возникающие непроизводительные
потери электроэнергии
![]() при компенсации реактивной мощности:
при компенсации реактивной мощности:
![]() , (11.9)
, (11.9)
где
![]() – потребляемая с шин подстанции
реактивная мощность в нескомпенсированном
режиме, квар;
– потребляемая с шин подстанции
реактивная мощность в нескомпенсированном
режиме, квар;
 – активное сопротивление цепи от шин
подстанции до шин бесконечной мощности
системы, Ом; Ua
– напряжение на шинах подстанции, кВ;
ν – степень компенсации реактивной
мощности.
– активное сопротивление цепи от шин
подстанции до шин бесконечной мощности
системы, Ом; Ua
– напряжение на шинах подстанции, кВ;
ν – степень компенсации реактивной
мощности.
Для преобразовательной подстанции эта формула имеет вид
![]() , (11.10)
, (11.10)
где
 –
потребляемая с шин подстанции кажущаяся
мощность, кВ
А;
φa
– фазный угол сдвига тока и напряжения
на шинах подстанции,
–
потребляемая с шин подстанции кажущаяся
мощность, кВ
А;
φa
– фазный угол сдвига тока и напряжения
на шинах подстанции,
![]() – нагрузочный КПД цепи электроснабжения,
рассчитанный с учетом активных потерь
в токопроводах, трансформаторах и
синхронных генераторах, связанных с
выработкой реактивной мощности.
– нагрузочный КПД цепи электроснабжения,
рассчитанный с учетом активных потерь
в токопроводах, трансформаторах и
синхронных генераторах, связанных с
выработкой реактивной мощности.
При использовании ПЕК нагрузочный КПД системы электроснабжения
![]() пек=
а
п
г, (11.11)
пек=
а
п
г, (11.11)
а при использовании компенсационных выпрямительных агрегатов
ηк = ηаηг, (11.12)
где ηа – нагрузочный КПД участка радиальной цепи от шин системы до шин подстанции без учета постоянных потерь; ηп – нагрузочный КПД преобразовательной подстанции без учета постоянных потерь и потерь в вентилях и ошиновке; ηг – нагрузочный КПД генераторов, связанный с выработкой реактивной энергии.
Значение ηг = 0,995 можно принять постоянным. Значение ηп находят по величине потерь и перетоков мощности на участках, по которым проходит поток мощности рассматриваемой преобразовательной подстанции.
Экономический эффект Э (руб/год), определяемый степенью компенсации v:
![]() =ЗSasin2
=ЗSasin2![]() ц)/
ц-
ц)/
ц-![]() ], (11.13)
], (11.13)
где З - удельные годовые затраты, руб/(кВт·год).
Оптимальная степень компенсации:
опт=1 , (11.14)
, (11.14)
где З=Sasinφаν – приведенные затраты в зависимости от степени компенсации, руб/год.
При νопт<0 компенсация реактивной мощности для данной преобразовательной подстанции неэффективна. Если νопт>0, то следует продолжить расчет по определению экономической эффективности компенсации реактивной мощности.