

13.2. Анодно-механическая обработка
Анодно-механическая обработка (АМО) основана на одновременном использовании электроэрозионных и электрохимических процессов, происходящих в заполненном электролитом МЭП между ЭИ и ЭЗ.
При этом виде обработки в МЭП происходит образование нерастворимых соединений элементов металла заготовки с анионами электролита. Такой процесс обеспечивается применением в качестве электролита водного раствора жидкого стекла.
Ионы железа, переходящие в раствор благодаря анодному растворению, соединяются с силикат-анионами и образуют нерастворимое соединение, выпадающее на ЭЗ в виде пленки (рис. 13.2).
Формообразование при АМО происходит в основном за счет удаления микровыступов с поверхности ЭЗ термоэрозионным способом.
При высоком напряжении и большом давлении ЭИ на деталь плотность тока на выступах достигает значений, при которых преобладающими становятся электротермические явления, обусловленные местным выделением теплоты.
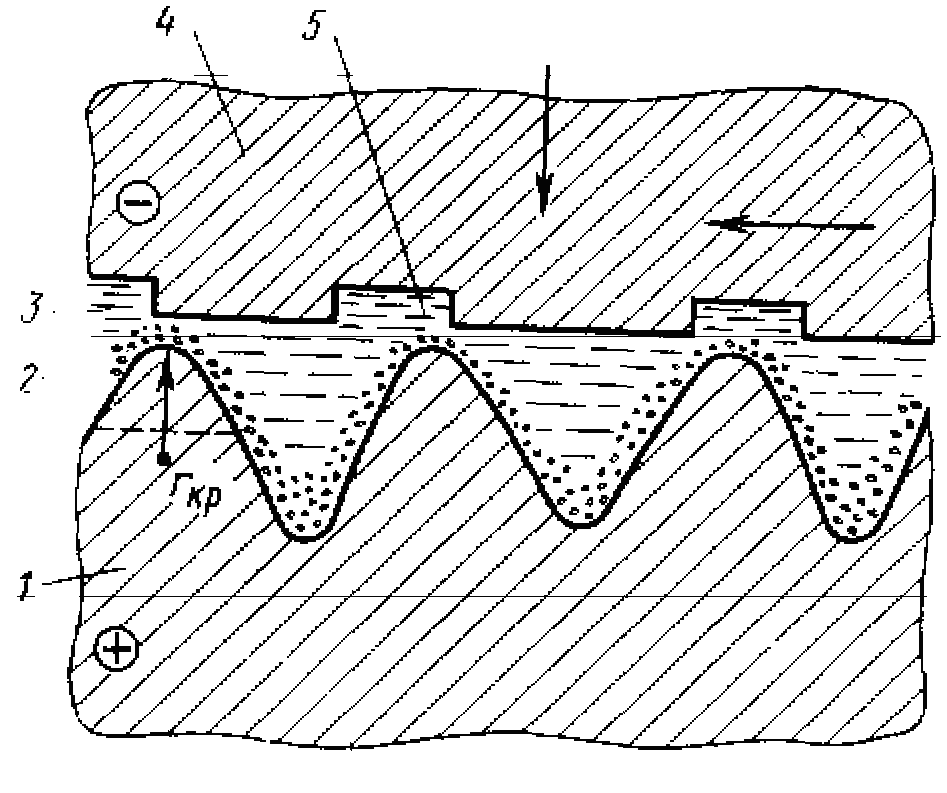
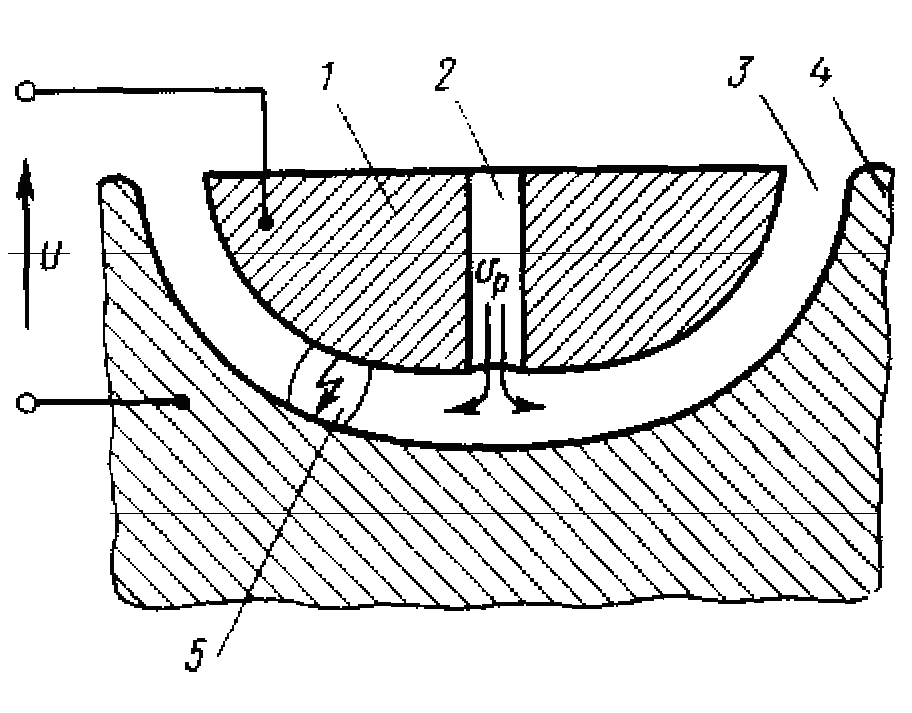
Рисунок 13.2. Схема анодно-механи- Рисунок 13.3. Схема электро-
ческой обработки: 1 – обрабатываемая эрозионной обработки: 1 – ка-
деталь; 2 – пассивная пленка; 3 – элек- тод– электрод-инструмент; 2 –
тролит; 4 – электрод-инструмент; 5 – отверстие для подачи электро-
канавка. лита; 3- межэлектродный про-
межуток; 4 – анод – электрод-
заготовка; 5 – канал разряда.
Внутри самого микровыступа плотность тока больше, чем на его поверхности, благодаря свойствам электрического поля в выступе. Мощность, выделяющаяся в местных объемных источниках энергии, достаточна для микровзрывов выступов. В основании микровыступа материал плавится.
Тепловой взрыв приводит к термоэрозионному съему материала с выступа к образованию лунки (впадины), на дне которой обнажается покрытый пленкой металл. После остывания лунки и заполнения ее электролитом на поверхности лунки идет кратковременное анодное растворение, заканчивающееся образованием непроводящей пленки. Этот процесс повторяется снова, когда поверхность лунки вновь окажется выступом.
В процессе АМО одновременно с термоэрозионным разрушением детали может иметь место электрическая эрозия электрода - инструмента. При определенном напряжении (более 20-25 В) возможно образование дугового разряда, разрушающего пассивную пленку или сами микровыступы, вместо которых образуются лунки. Длительность протекания электрических разрядов невелика, поскольку они механически прерываются благодаря высокой скорости движения поверхности ЭИ.
В процессах формообразования с применением совмещенной электроэрозионно-химической обработки (ЭЭХО) удаление металла происходит благодаря анодному растворению и электроискровой эрозии ЭЗ в потоке электролита, прокачиваемого через МЭП. Для предотвращения шлакования и повышения мощности обработки диэлектрические углеродсодержащие жидкости заменяют водными растворами, имеющими к тому же большую теплопроводность.
Схема такого вида обработки показана на рис. 14.3. Электроды включаются на прямую полярность. На электроды, разделенные МЭП, подается напряжение U от источника питания. Электролит (например, водный раствор хлористого натрия) подается через отверстие в ЭИ. Раствор в МЭП обладает определенной диэлектрической прочностью. Его пробой наступает при определенном значении напряжения Uпр.
При мгновенном напряжении u, меньшем Uпр, формообразование заготовки обусловлено исключительно анодным растворением. Если же u>>Uпр, то происходит пробой МЭП, а в том месте, где его диэлектрическая прочность наименьшая, образуется канал разряда 5, заполненный плазмой. На ЭЗ в зоне электродного пятна происходит расплавление вещества, образование лунки и выброс расплава из нее.
Вне парогазовой полости, которая образуется вокруг электрического разряда, металл переходит в раствор в ионной форме.
Таким образом, при ЭЭХО удаленный с ЭЗ металл существует в виде застывших капель расплава (как при ЭЭО) или в виде образующих шлам нерастворимых соединений (как при ЭХО). После того как мгновенное значение u становится меньше напряжения горения дугового разряда, последний прерывается и формообразование протекает как при ЭХО до тех пор, пока мгновенное напряжение вновь не превысит значения пробивного напряжения.
Описанные два механизма удаления металла совмещаются лишь во времени, но не в пространстве. Причем одновременно они могут происходить только на разных участках ЭЗ.