

13.3. Оборудование электрохимико-механической обработки
Источниками питания установок ЭХМО могут быть генераторы постоянного тока, двухполупериодные выпрямители, импульсные генераторы и т. д.
В источниках питания ЭХМО по сравнению с источниками питания (ИП) электрохимической обработки в меньшей мере сказывается влияние коротких замыканий, поскольку электроды быстро перемещаются относительно друг друга. Это упрощает конструкцию ИП и делает их более надежными в работе.
Источник питания установок анодно-механической обработки (АМО) для отрезных операций (рис. 13.4) включает в себя трансформатор Тр, первичная обмотка которого включена звездой. Предусмотрено ступенчатое регулирование выпрямленного напряжения с помощью переключателя П в каждой из фазных обмоток.
Шесть секций вторичной обмотки включаются по шестифазной схеме выпрямления вместе с уравнительным реактором УР. Ввод команды в блок автоматической подачи ЭИ осуществляется по цепи, включающей трансформатор ДТ, выпрямитель Д и настроечный резистор R. Трансформатор ДТ фактически является магнитным усилителем с последовательно включенными обмотками, питаемыми переменным током через выпрямитель Д. Обмоткой управления является выходная шина источника питания. Реле тока и автоматический выключатель В обеспечивают защиту от перегрузок и коротких замыканий. В процессе обработки напряжение питания не регулируется, что повышает требования к жесткости и устойчивости его внешней характеристики.
Конструкции современных станков ЭХМО включают в себя устройства для вращения ЭИ и пневматические зажимы для закрепления ЭЗ. Диски ЭИ снабжены направляющими для уменьшения ширины реза. Станки снабжены вентиляцией и устройством промывки горячей водой для полного удаления жидкого стекла.
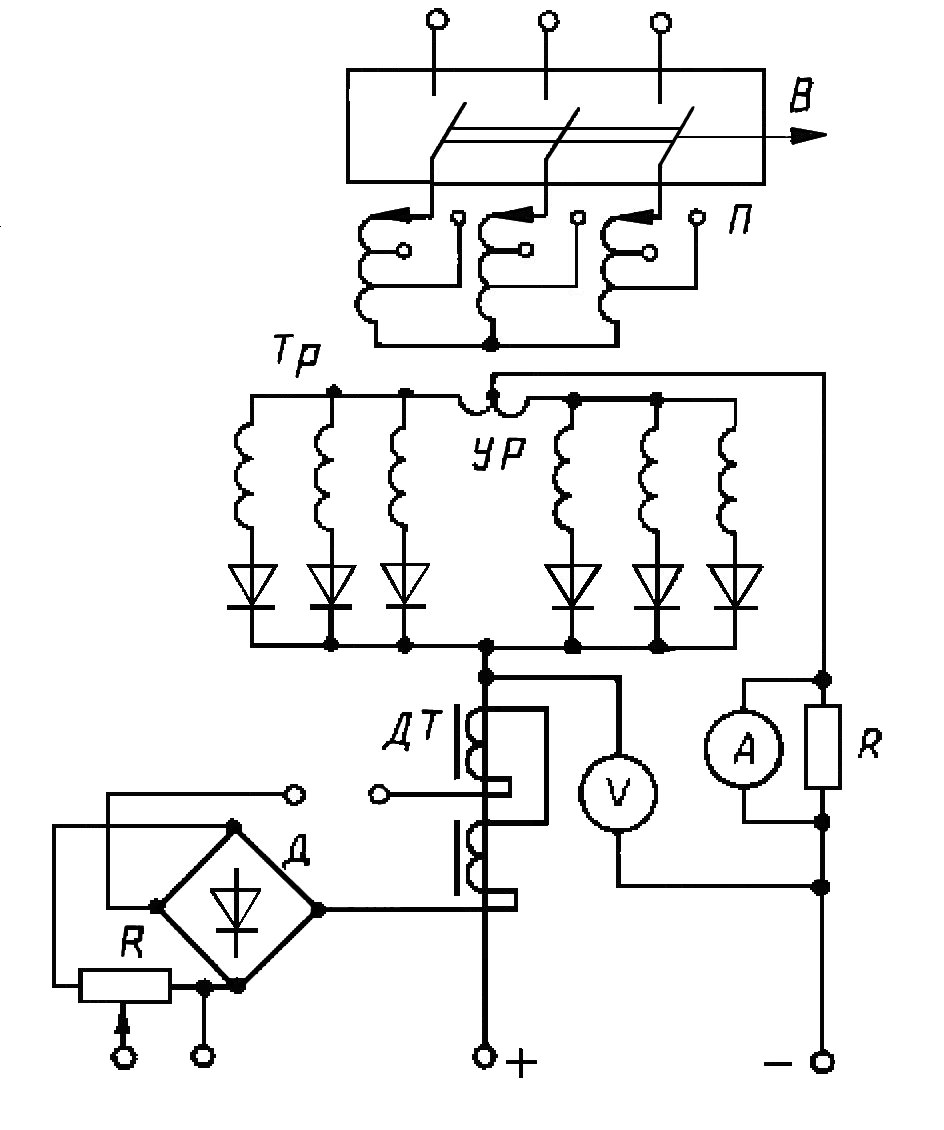
Рисунок 13.4. Схема источника питания установки анодно-механической обработки
Раздел V. Электромеханические процессы и
УСТАНОВКИ
Глава 14. Установки магнитоимпульсной обработки
МЕТАЛЛОВ
14.1. Физико-технические основы
Магнитоимпульсная обработка металлов (МИО) – это способ пластической деформации металлов и их сплавов, осуществляемый при прямом преобразовании электрической энергии в механическую непосредственно в самом обрабатываемом изделии.
Физическими основами МИО являются электродинамические силы, возникающие в проводящем теле, помещенном в переменное электромагнитное поле. Предположим, что из металлического тела (рис. 14.1) выделяется элементарный объем dv высотой dh, шириной dr и длиной dl, через который проходит элемент тока dI.
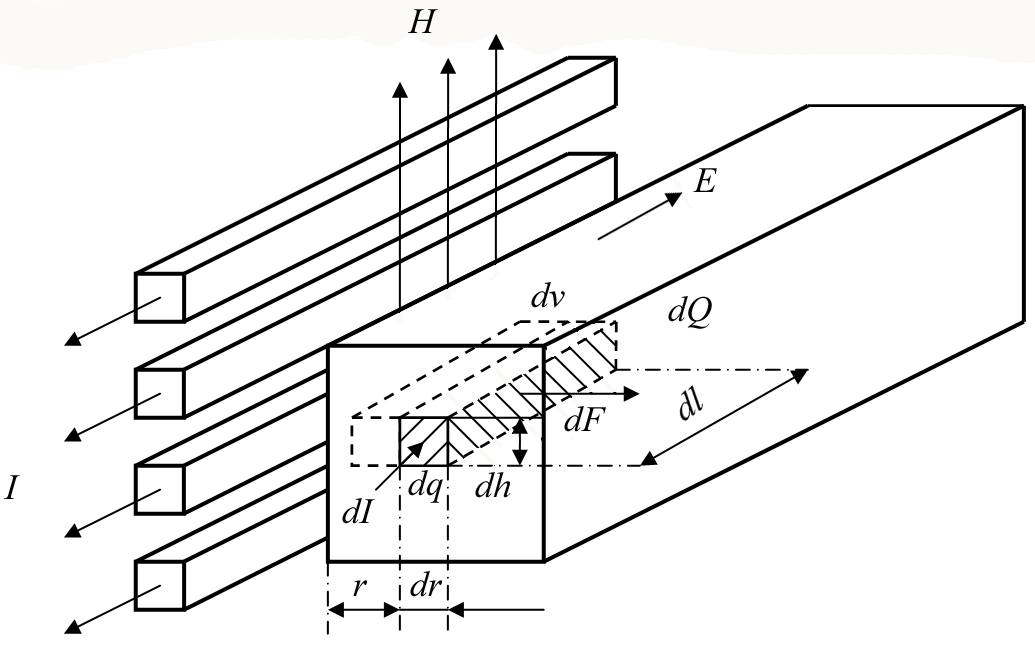
Рис. 14.1. Электродинамические силы в проводящем теле, помещенном в индуктор с переменным током
К элементу объема приложено механическое усилие dF, называемое электродинамической силой:
![]() ,
(14.1)
,
(14.1)
Здесь В= Н – магнитная индукция
Если по индуктору проходит переменный синусоидальный ток, то средняя за период электродинамическая сила
![]() . (14.2)
. (14.2)
Символ Re указывает
на использование действительной
составляющей комплексного выражения.
Элемент тока dI=jdq,
где j –
плотность
тока в данной точке; dq
– поперечное сечение элемента тока.
Так как j=![]() E,
то:
E,
то:
![]() ;
;
![]() ;
(14.3)
;
(14.3)
 .
.
Запишем в общем
виде выражение для удельной
электродинамической силы, приложенной
к единице объема проводника
 :
:
 .
(14.4)
.
(14.4)
где
![]() – поток энергии.
– поток энергии.
Отсюда следует, что направление электродинамических усилий совпадает с направлением потока энергии в данной точке.
Электродинамические
усилия создают в каждой точке металла
давление, которое может быть найдено
из формулы для Fуд.
Так, если в точке, где проходит элементарный
ток dI,
имеет место удельная сила Fуд,
то значит к элементарному объему
![]() приложено бесконечно малое усилие
приложено бесконечно малое усилие
 .
Бесконечно малое давление, создаваемое
этим усилием, равно его отношению к
площади dQ
(см. рис. 14.1):
.
Бесконечно малое давление, создаваемое
этим усилием, равно его отношению к
площади dQ
(см. рис. 14.1):
 ,
,
В данной точке давление слагается из элементарных давлений создаваемых во всех элементах dv, лежащих между рассматриваемой точкой и поверхностью металла (со стороны индуктора). Поэтому давление, обусловленное электродинамическими силами,
 или
или
 . (14.5)
. (14.5)
Для определения Fуд и pсж в конкретных случаях в уравнение (14.5) подставляется соответствующее значение S. Возникающие электродинамические усилия и обусловленные ими давления сжимают металлическое тело и могут вызвать деформации его стенок.
Принципиальная схема установки МИО приведена на рис. 14.2. Она включает в себя зарядное устройство, батарею конденсаторов 3 – накопитель энергии, коммутирующее устройство 4 и индуктор 6.
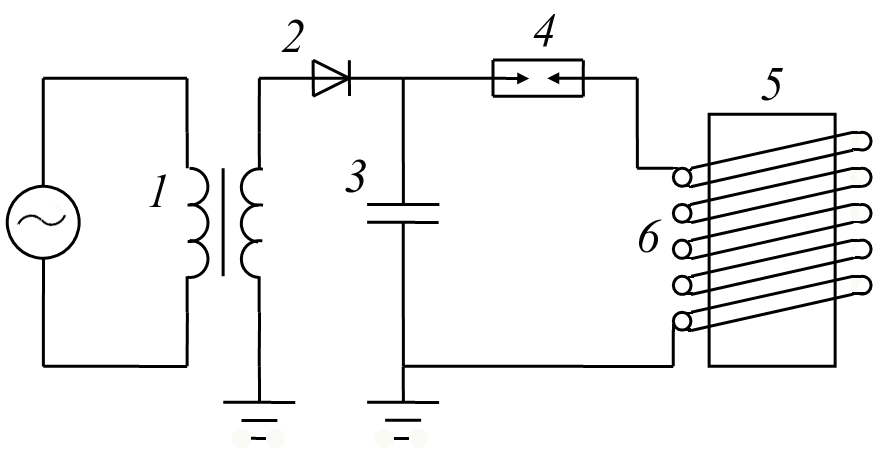
Рис. 14.2. Принципиальная схема электрической цепи установки для магнитоимпульсной обработки металлов
Батарея 3 заряжается через выпрямительное устройство 2 от источника питания 1. По окончании зарядки батарея с помощью коммутирующего устройства 4 замыкается на индуктор 6. Проходящий по индуктору ток создает магнитный поток, который пересекает металлическое изделие 5 и создает в нем вихревые токи.
Импульс тока при разрядке конденсатора емкостью С на индуктивную катушку L имеет длительность и форму, определяемые параметрами разрядного контура R, L и С.
Энергия, выделяемая в цепи L и R при разряде конденсатора, определяется выражением
 ,
(14.6)
,
(14.6)
Поскольку
![]() ,
,
![]() ,
,
где Lуст – индуктивность установки батареи конденсаторов, ошиновки и разрядника); Lинд – индуктивность индуктора.
Электромагнитная энергия (14.6), выделяющаяся в цепи, расходуется на механическую работу деформации заготовки, нагрев заготовки и проводников цепи и частично рассеивается в пространстве.
Эффективность
использования энергии батареи
определяется
![]() ,
где
,
где
![]() .
.
Полное давление на заготовку (кг/см2) , обусловленное плотностью энергии электромагнитного поля определяется:
![]() ,
(14.7)
,
(14.7)
где В – индукция магнитного поля.
При невысокой скорости нарастания магнитного поля и значительной длительности импульса оно может проникнуть за заготовку и вызвать противодавление, ослабляющее результирующее давление. Длительность импульса не должна превышать время деформации заготовки:
 ,
,
где
![]() – перемещение стенки трубчатой заготовки
в направлении обжатия, см,
– перемещение стенки трубчатой заготовки
в направлении обжатия, см,
![]() – толщина
стен заготовки; v - скорость перемещения
стенки, см/с.
– толщина
стен заготовки; v - скорость перемещения
стенки, см/с.
Скорость перемещения стенки заготовки при деформации:
![]() ,
,
где
![]() – плотность материала заготовки, г/см3.
– плотность материала заготовки, г/см3.
14.2. Элементы оборудования магнитоимпульсных установок
Установки для магнитоимпульсной обработки (МИО) состоят из двух основных узлов: подготовительного (накопление энергии и формирование импульсного напряжения и тока) и узла исполнительного – технологического. К первому узлу относятся генераторы импульсных токов, ко второму – индукторы и связанная с ними технологическая оснастка.
На рис. 15.3 показана функциональная электрическая схема установки МИО. Батарея – накопитель энергии 1 заряжается от зарядного устройства 3 до требуемого напряжения. По накоплении заданного количества энергии батарея разряжается в импульсном режиме на рабочий индуктор 9 через коммутатор 10 и токопровод 11.
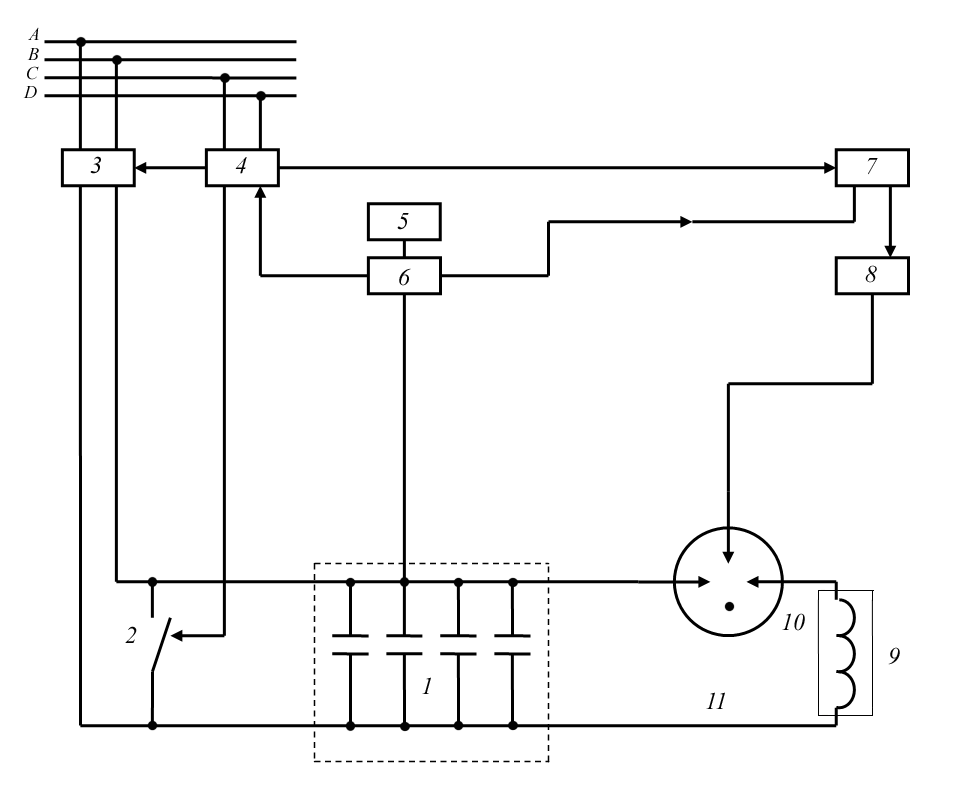
Рис. 14.3. Функциональная схема установки магнитоимпульсной обработки
В функции устройства 4 входит управление, контроль и сигнализация. Поджигающее устройство 8 подает команду на включение коммутатора 10. Командный датчик 5 и делитель напряжения 6 регулируют значение запасаемой энергии в автоматическом режиме работы. По достижении установленного напряжения зарядки блок автоматики 7 подает импульсы на включение поджигающего устройства. Снятие остаточного напряжения с накопителя энергии и блокировку осуществляет короткозамыкатель 2.
Генераторы импульсных токов преобразуют электрический ток промышленной частоты в импульсы токов большой амплитуды при разряде мощной батареи. Основными элементами генератора являются зарядное устройство, батарея конденсаторов, коммутирующее и поджигающее устройства.
В состав зарядного устройства входят повышающий трансформатор, высоковольтный выпрямитель и пускорегулирующая аппаратура. Батарея конденсаторов служит для накопления электрической энергии с дальнейшей разрядкой на технологическую установку, для этих целей применяются импульсные конденсаторы.
Коммутирующее устройство должно в заданный момент подавать импульс напряжения на рабочую катушку, пропускать возникающий импульсный ток за определенный промежуток времени и регулировать напряжение на конденсаторах. Конструкция коммутатора должна обеспечивать возможность регулирования рабочего напряжения, иметь малую собственную индуктивность, минимальный разброс времени срабатывания.
Дуговые разрядники выполняются трех основных конструкций: открытые, вакуумные и газонаполненные. Более перспективными являются вакуумные и газонаполненные. Основное их преимущество – широкий предел регулирования рабочего напряжения, возможность изменения давления в разряднике и способность коммутировать значительную энергию.
Поджигающее устройство предназначено для запуска основного разрядника. Они могут быть с механическим и электрическим запуском. Схема поджига с поджигающей емкостью СП, заряжаемой от основного зарядного устройства, показана на рисунке 14.4.
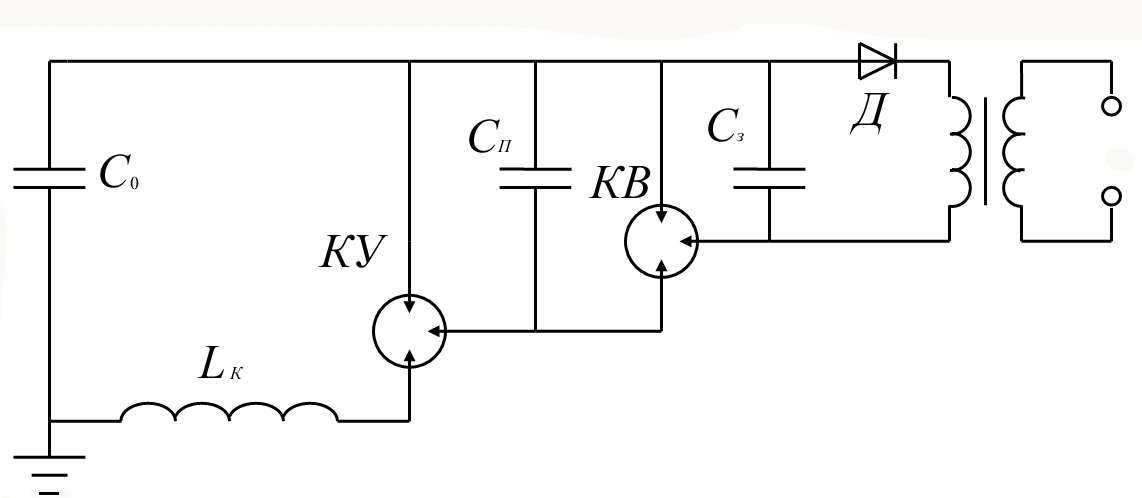
Рис. 14.4. Схема поджигающего устройства
Для запуска основного разрядника КУ надо разрядить емкость поджига СП. При этом на электрод поджига подается импульс напряжения, вызывающий вспомогательный разряд. Разрядка конденсатора осуществляется с помощью дополнительной емкости Сз, заряжаемой вспомогательным выпрямителем Д. Схемы с электрическим запуском применяются в том случае, когда необходимо синхронизировать подачу поджигающего импульса с запуском измерительных или регистрирующих приборов.
К технологическому узлу предъявляют следующие требования:
– высокая эффективность преобразования электрической энергии в механическую энергию деформации заготовки; – высокие механическая и электрическая прочности; – конструктивная и технологическая простота.
В зависимости от назначения индукторы выполняют в виде одно- и многовитковых катушек, плоской спирали и др.
Тепловой режим индуктора обеспечивается охлаждением его спирали жидкостью, пропускаемой через специальные каналы в нем.
В одновитковом индукторе спираль изготовливается из меди и латуни в виде массивной плиты, сильно увеличенной в радиальном направлении. Для снижения паразитной индуктивности зазор паза между токопроводами выполняют минимальным.