

12.5. Электроконтактная обработка
Электроконтактная обработка (ЭКО) применяется для съема материала с электропроводной заготовки. В этом виде обработки используется электроэрозионный принцип формообразования, поэтому для ЭКО справедливы многие закономерности ЭЭО.
Схема простейшего устройства для ЭКО показана на рис. 12.7. Напряжение Uc от промышленной сети поступает на трансформатор 1. С его вторичной обмотки напряжение U с амплитудой до 40 В подается на два электрода, один из которых – диск 2 выполнен из электропроводного материала, второй – листовая заготовка 3. Дисковый ЭИ вращается от приводного двигателя с частотой n. Механическими средствами создается прижимающая диск к заготовке сила Gпр. Кроме вращения диску сообщается поступательное движение вдоль обрабатываемой поверхности со скоростью Vин. Межэлектродный промежуток заполнен непроводящей рабочей средой – воздухом, жидкостью, газожидкостной смесью.
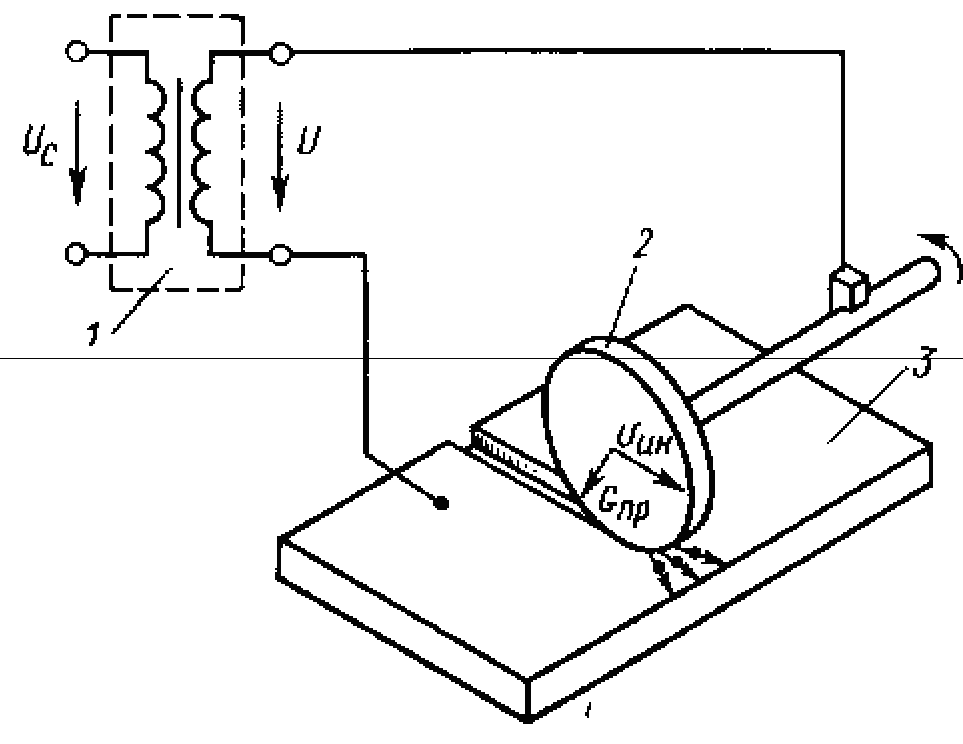
Рис. 12.7. Схема электроконтактной обработки
Электроды в общем
случае подвергаются одновременно
механическому и электрическому
воздействию. Мощность электрического
воздействия –
![]() cosφ,
где
cosφ,
где
![]() и
– действующие значения напряжения и
тока.
и
– действующие значения напряжения и
тока.
Мощность механического воздействия – 2πMcn/60, здесь Mc – момент сопротивления на валу ЭИ; Mc=Gcrд, Gc – сила сопротивления; rд – радиус диска. Значение Gc определяет силу трения и тогда Gc= трGпр, где тр – коэффициент трения между электродами.
Суммарная мощность, поступающая в МЭП:
Р=
cosφ+( )nGпр
rд.
)nGпр
rд.
В зависимости от соотношения между мощностями осуществляются различные режимы ЭКО. Если механическая мощность превосходит электрическую, то энергия в МЭП вводится в основном за счет трения и ЭКО носит преимущественно механический характер. При высоких напряжениях и незначительной механической силе Gпр ЭКО присущи черты электроэрозионного процесса. В последнем случае электрическая энергия превращается в тепловую вследствие возникновения джоулевой теплоты в области кратковременного электрического контакта между участками электродов.
При низких напряжениях (1-2 В) преобладающим является механическое трение. При напряжении 2-10 В электрическая энергия превращается в тепловую благодаря контактному сопротивлению (электрические разряды при этом отсутствуют). При напряжении выше 10 В процесс приобретает чисто электроэрозионный характер, поскольку напряжение достаточно для возникновения дугового разряда без соприкосновения электродов друг с другом.
Последнюю разновидность ЭКО, в которой можно пренебречь ролью механических и контактных явлений, часто называют электроконтактно-дуговой обработкой.
Для ЭКО мощность применяемых трансформаторов составляет 30-500 кВ·А, при напряжении на вторичной обмотке 30-70 В (марки СТЭ-Э4, ТСД-10-З, ТК-16-31, ТСУ-120/05 и ряд специальных типов). Токи в станках для ЭКО достигают 15 кА при достаточно высоких напряжениях.
Глава 13. Электрохимико-механическая обработка в
ЭЛЕКТРОЛИТАХ
Под электрохимико-механической обработкой понимают процессы обработки металлических деталей в электролитах в совокупности с механическими и электроэрозионными процессами.
Различают анодно-абразивную и анодно-механическую обработку.