

10.3. Основы технологии светолучевой обработки
Технологические генераторы когерентного светового излучения (в основном газовые и твердотельные) имеют мощность непрерывного излучения до нескольких сотен киловатт и энергию отдельного импульса до нескольких сотен джоулей.
Особенностью
лазерной обработки является интенсивный
локальный разогрев обрабатываемого
материала. Интенсивность нагрева
определяется глубиной проникновения
излучения в материал
и толщиной прогретого путем
теплопроводимости слоя
![]() ,
где
,
где
![]() – температуропроводность материала;
– длительность воздействия лазерного
излучения. Для металлов, когда
– температуропроводность материала;
– длительность воздействия лазерного
излучения. Для металлов, когда
![]() ,
источник теплоты является поверхностным.
,
источник теплоты является поверхностным.
Процесс взаимодействия лазерного излучения с обрабатываемым материалом можно разделить на следующие стадии: поглощение света с последующей передачей энергии тепловым колебанием решетки твердого тела; нагрев материала без разрушения, включая и плавление; разрушение материала путем испарения и выброса его расплавленной части; остывание после окончания воздействия.
При термообработке и сварке различных материалов используются нагрев и плавление, а тепловое разрушение и выброс расплавленной части доминируют в процессах резки и сверления отверстий.
В зависимости от назначения в состав лазерной технологической установки кроме лазера могут входить оптико – механический блок устройство управления лазерным излучением, устройство измерения и стабилизации параметров излучения, блок охлаждения, устройство автоматики, сигнализации и т. д. Структурная схема промышленной лазерной установки показана на рис. 10.6.
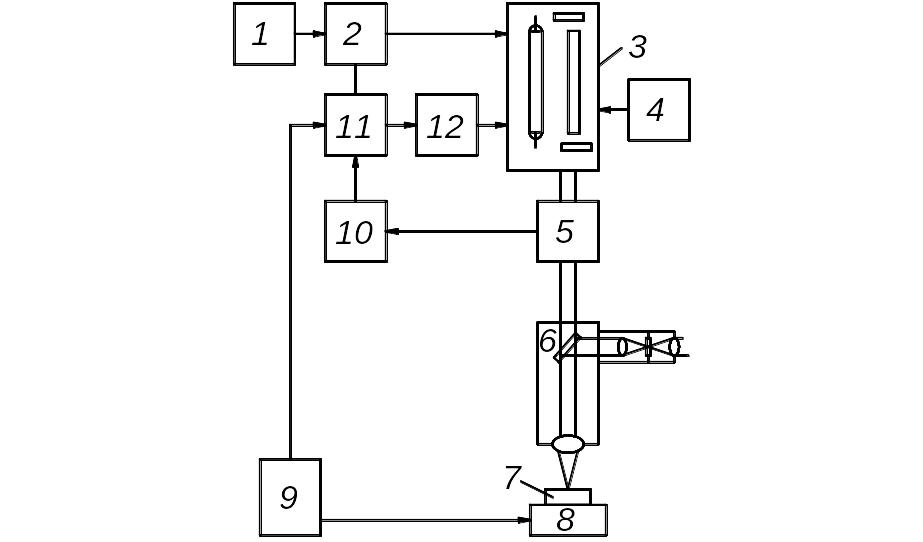
Рис. 10.6. Структурная схема промышленной лазерной установки:
1 – зарядное устройство; 2 – емкостный накопитель; 3 – лазерная
головка; 4 – система охлаждения; 5 – датчик энергии излучения;
6 – оптическая система; 7 – изделие; 8 – предметный столик;
9 – система программного управления; 10 – система стабилизации
энергии излучения; 11 – система управления; 12 – блок поджига
Газолазерная резка основана на разделении материала под воздействием выделяющейся в нем теплоты с поддувом в зону резки газа, который удаляет продукты разрушения и инициирует при разделении материалов химическую реакцию. Этот способ резки целесообразен для обработки дорогих металлов и сплавов, поскольку из-за небольшой ширины реза ей свойственны минимальные отходы. Она широко применяется в электронной и микроэлектронной промышленности при производстве полупроводниковых приборов и интегральных схем. Успешно применяется лазерная резка в текстильной промышленности. Разработаны технологические процессы лазерного изготовления глухих и сквозных отверстий при изготовлении алмазных фильер и рубиновых часовых камней.
Лазерная сварка наиболее эффективна в микроэлектронике. С ее помощью производят соединение плоских выводов с монтажом печатных плат. Лазерная сварка применяется и при герметизации металлических корпусов интегральных схем. Высокая локальность и кратковременность нагрева при импульсной лазерной сварке позволяет понизить температуру в наиболее чувствительных к нагреву элементов интегральной схемы.
С помощью лазерной сварки можно соединять металлы с различными теплофизическими и химическими свойствами, а также с неметаллами. Она может применяться для сварки крупногабаритных деталей и узлов.
Термическое действие лазерного излучения может быть применено для закалки и поверхностного упрочнения («залечивание» микродефектов плавлением) быстроизнашивающихся металлических деталей, для создания p-n- переходов в производстве полупроводниковых приборов, для интенсификации процессов локального окисления и восстановления; для получения тонких пленок путем испарения материалов в вакууме и т. д.
Лазерное излучение абсолютно стерильно, поэтому оно используется в медицине для глазных операций, при остановке кровотечений, а также в сельском хозяйстве для предпосевной обработки семян.
Высокая мощность и экономичность СО2 – лазеров делают возможным их использование для разрушения сверхпрочных горных пород при работах в шахтах и тоннелях.
Новые химические реакции, новые химические продукты, ускорение и удешевление химических реакций, разделение изотопов - вот неполный перечень тех преимуществ, которые может дать применение лазеров в химической технологии.