

7.3. Плазменные плавильные установки
Существует несколько типов установок для обработки и получения металлов с помощью плазмотронов.
Наиболее перспективны те из них, в которых применяются плазмотроны прямого действия (анодом является ванна расплавленного металла). На этой схеме основаны плазменно-дуговые печи (ПДП) для выплавки и переплавки высококачественных металлов.
В отличие от вакуумной индукционной, дуговой и электронной плавки при плавке в ПДП наблюдается меньшее испарение ценных компонентов расплава, а применение плазмотронов позволяет получить высокие, легко регулируемые температуры и решить проблему стабильности и регулирования параметров процесса.
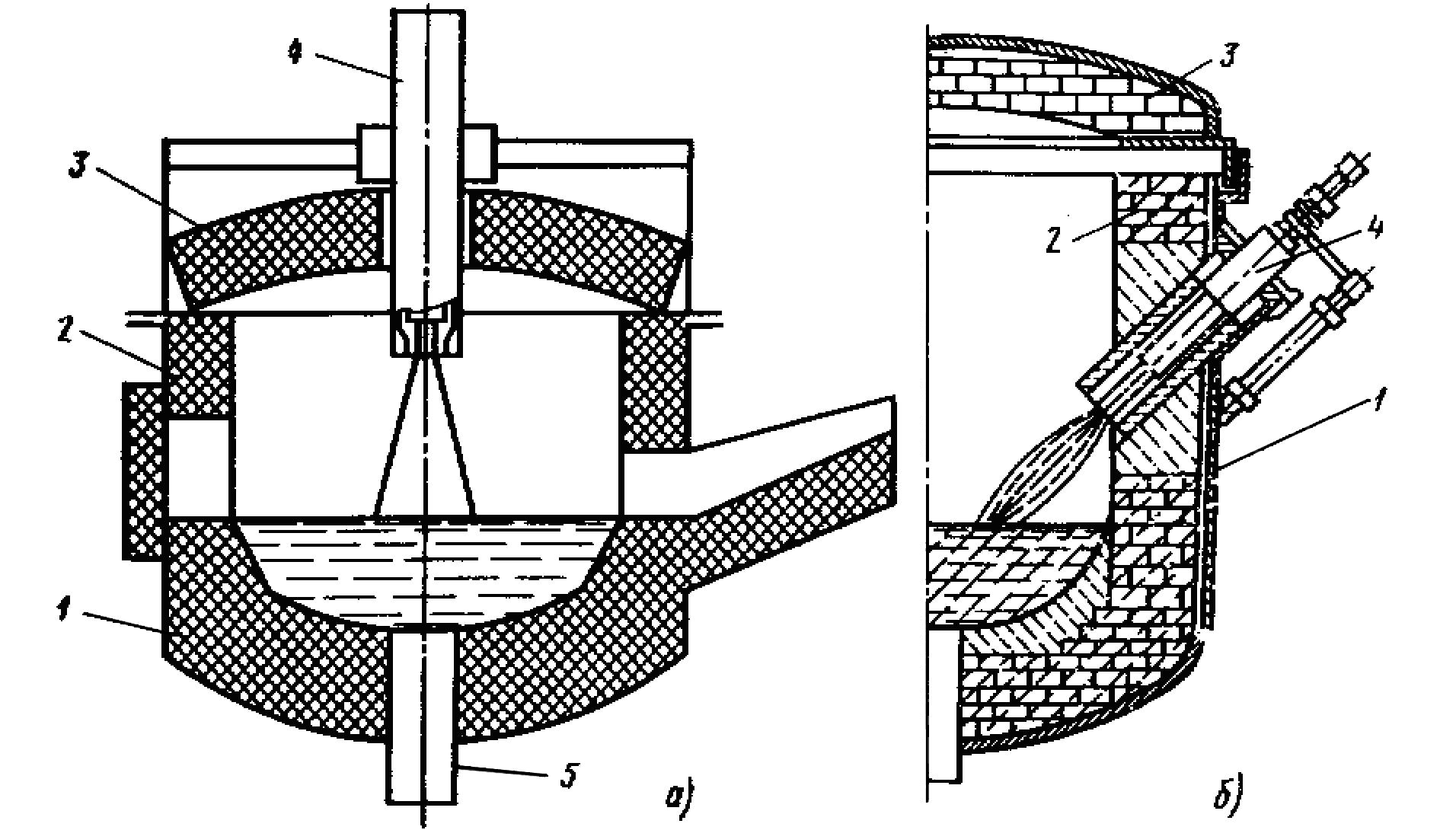
Рис. 7.5. Схема плазменной печи с керамическим тиглем: а – с одним плазмотроном в своде; б – с плазмотронами, установленными в стенках; 1 – кожух; 2 – футеровка; 3 – свод; 4 – плазмотрон; 5 – подовый электрод
Плазменные и дуговые печи могут быть двух типов: плавильная печь с огнеупорной футеровкой и печь для переплава с водоохлаждаемым кристаллизатором (глухим или с вытягиванием слитка).
При выплавке металла в ПДП с огнеупорной футеровкой (рис. 7.5) форма печи и материал огнеупорной футеровки идентичны форме и материалу обычной дуговой печи. Водоохлаждаемый медный анод – подовый электрод 5 монтируется заподлицо с подиной и контактирует с переплавляемым металлом.
Камера печи, из которой откачан воздух, заполняется вытекающим из плазмотрона 4 газом, и после достижения определенного давления начинается процесс плавки.
Для повышения экономичности плазменных печей разрабатываются плазмотроны с полыми катодами и схемы установок с комбинированным питанием постоянным и переменным током.
7.4. Установки плазменной резки и сварки металлов
Плазменная резка осуществляется путем выплавления и испарения металла в полости реза за счет энергии, выделяющейся в опорном пятне дуги и вносимой струей плазмы. Режущая способность дуговой плазмы определяется соотношением
![]() (7.2)
(7.2)
здесь
![]() – скорость резки;
– толщина металла; I,
U
– ток и напряжение дуги;
– скорость резки;
– толщина металла; I,
U
– ток и напряжение дуги;
![]() – тепловой КПД;
– тепловой КПД;
![]() – плотность;
– плотность;
![]() –
ширина реза; S
– энтальпия расплавленного металла.
–
ширина реза; S
– энтальпия расплавленного металла.
Энергетический баланс резки складывается из энергии дуги, химических реакций плазмы с металлом (если они возможны) и расхода энергии на расплавление, перегрев, испарение металла в полости реза, теплопередачу в твердый металл и унос с отработавшим потоком плазмы.
Отсюда следует, что процесс плазменной резки необходимо вести с максимальной мощностью и максимальной скоростью, обеспечиваемой вспомогательными операциями и применением ЭВМ. Это условие выполняется при выборе тока, напряжения, плазмообразующего газа и конструкции режущего плазмотрона.
Ширина реза, определяющая экономичность процесса, связана с диаметром сопла плазмотрона, током дуги и скоростью перемещения плазмотрона.
Чрезмерное увеличение мощности и снижение скорости движения плазмотрона приводит к увеличению ширины реза, особенно в нижней его части, и перегреву всего разрезаемого металла. Коэффициент полезного действия плазменной резки возрастает с повышением мощности дуги и скорости движения плазмотрона, достигая 80-90 %, тепловой КПД принимают равным 40 %.
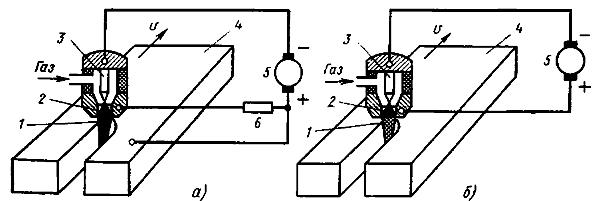
Рис. 7.6. Схема резки металла плазменной дугой (а) и плазменной струёй (б): 1 – струя плазмы; 2 – дуга; 3 – катод; 4 – разрезаемый материал; 5 – источник питания; 6 – сопротивление, ограничивающее ток дежурной дуги
Режущий плазмотрон (рис. 7.6) с газовой стабилизацией дуги имеет стержневой вольфрамовый (или циркониевый) электрод 3, соосно расположенный в полости сопла 2. Стабилизирующий газ подается между ними и обеспечивает проникновение плазмы в глубину металла. При включении установки существует такая последовательность операций: включается подача воды, охлаждающее сопло и электрод, устанавливается необходимый расход газа; поджигается дежурная дуга, ток которой ограничивается сопротивлением 6, и возникает факел плазмы. При касании дежурным факелом кромки металла возникает цепь силовой плазменной дуги и начинается интенсивный процесс резки. При случайных погасаниях режущей дуги дежурная дуга восстанавливает процесс. При резке металла малых толщин применяется плазменная струя без включения металла в цепь тока (рис. 7.6, б).
Промышленные установки разных типов работают на токах до 1000 А при напряжении холостого хода до 350 В, обеспечивая скорость резки от 3-4 до 10 м/мин.
Плазмотроны, выполняемые по схеме (рис. 7.6, а), являющейся основной при плазменной резке, рассчитывают на рабочий ток, а напряжение дуги формируется в полости реза. Вследствие этого вольт-амперные характеристики дуги здесь падающие, а источники питания имеют вертикальные или крутопадающие внешние ВАХ.
Высокая мощность плазмотрона и динамическое воздействие плазмы позволяют сваривать металлы разных толщин без подачи присадочной проволоки в сварочный шов, заваривать отогнутые кромки состыкованных деталей, сваривать детали без разделки кромок, осуществлять сварку металла большой толщины за один проход.
В зависимости от рода свариваемого металла применяют аргон, смеси аргона с гелием или водородом.
В состав установки входит источник питания, представляющий собой трехфазный двухполупериодный выпрямитель с регулируемым значением сварочного тока и крутопадающей ВАХ; высокочастотный генератор - осциллятор, служащий для возбуждения дежурной дуги между внутренним соплом и электродом в потоке аргона. Ток дежурной дуги ограничивается сопротивлением R, а емкость С служит для облегчения пробоя напряжением высокой частоты межэлектродного промежутка. Для начала процесса сварки необходимо коснуться свариваемого изделия светящейся частью струи плазмы. Тогда по цепи потечет сварочный ток, разогревающий металл в точке воздействия плазмы и образующий сварочную ванну.
Источники питания обеспечивают сварочный ток до 450-600 А при напряжении дуги 60-80 В и скорость сварки, например алюминиевого сплава толщиной 4 мм при токе 250 А и расходе плазмообразующего газа 5 л/мин, равную 70 м/ч.