

3.2. Принцип постоянства базы
Наибольшая точность обработки достигается при обработке детали с одной установки. Однако это не всегда возможно. Для достижения наибольшей точности необходимо все дальнейшие установки детали производить по той же базе. Каждая перемена базы увеличивает погрешность установки детали.
Принцип постоянства базы: для выполнения всех операций обработки детали следует использовать одну и ту же установочную базу.
Для выполнения этого принципа часто создают базы, не имеющие конструкторского назначения, например, центровые отверстия у валов.
3.3. Принцип совмещения баз
Для достижения наибольшей точности обработки необходимо стремиться использовать одну и ту же поверхность в качестве различных баз.
Целесообразно в качестве измерительной базы использовать установочную базу, если это возможно. Еще более высокой точности обработки можно достигнуть, если совместить установочную, измерительную и сборочную базы.
Принцип совмещения баз: сборочная база является одновременно установочной и измерительной.
Решение вопроса о возможности использования установочной базы в качестве измерительной зависит от того, какой размер детали должен быть точно выдержан и от какой поверхности при измерении может быть произведен отсчет размера.
14
На рисунке 3.1а точно выдерживается размер х, и отсчет этого размера производится от поверхности А-А, которая в данном случае является одновременно измерительной и установочной базой.
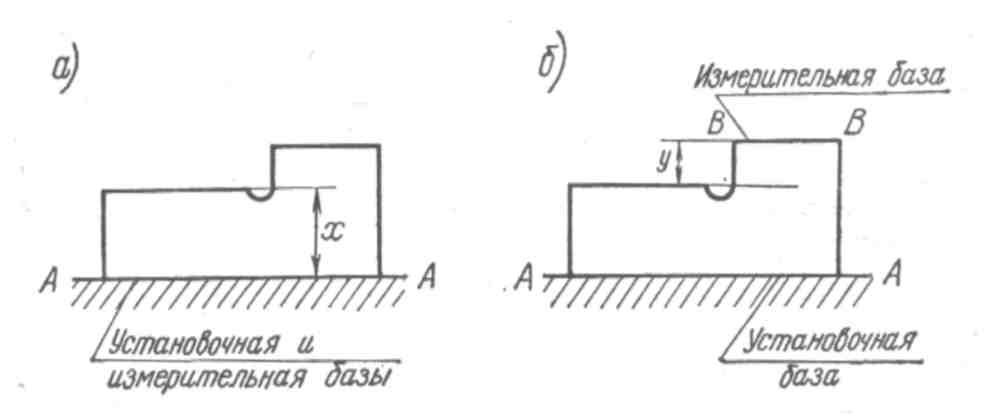
Рис.3.1. Установочная и измерительная базы
На рисунке 3.1б точно выдерживается размер у, и отсчет его производится от поверхности В-В, которая в этом случае является измерительной базой; установочной базой по-прежнему является поверхность А-А. В последнем случае точность размера у будет зависеть от точности размера, который связывает установочную и измерительную базы.
3.4. Основные правила выбора баз
Следует использовать принцип совмещения баз (при совмещении измерительной и установочной баз погрешность базирования равна нулю).
Следует соблюдать принцип постоянства базы, т.е. на всех основных операциях использовать в качестве технологических баз одни и те же поверхности.
Когда постоянство установочных баз обеспечить невозможно, в качестве новой базы принимают поверхности наиболее чисто и точно обработанные.
Если у заготовки есть необрабатываемые поверхности, установив по которым, можно с одной установки полностью обработать деталь, то их следует принимать за установочные базы.
За установочные базы следует принимать такие поверхности, которые не допускали бы деформации детали от сил закрепления и резания.
Базы должны обеспечивать хорошую устойчивость и надежность установки заготовки.
15
Лекция 4. ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ(шестерня)
Рассматриваемые вопросы: Понятие точности. Факторы, влияющие на точность обработки на металлорежущих станках. Связь погрешности обработки и допуска на размер.
4.1. Понятие точности
Точность - основная характеристика деталей и машин. Под точностью в машиностроении понимается степень соответствия производимых изделий заранее установленному прототипу или образцу. В качестве образца принимается деталь, заданная чертежом.
Точность детали, полученной в результате механической обработки, определяется:
отклонениями действительных размеров детали от требуемых;
отклонениями от геометрической формы детали или ее элементов (отклонения от прямолинейности, плоскостности, круглости, цилиндрич-ности и пр.);
отклонениями поверхностей и осей детали от точного взаимного расположения (отклонения от параллельности, перпендикулярности, соосности, симметричности и пр.);
шероховатостью поверхности.
Отклонения значений параметров реальной детали от детали, заданной чертежом, характеризует величину погрешности.