

9.3. Главное движение резания и движение подачи
Процесс резания возможен только при непрерывном относительном перемещении заготовки и режущего инструмента. Эти движения выполняют и сообщают заготовке и инструменту исполнительные механизмы станков. При этом движения могут быть сообщены одновременно, последовательно, а также только одному из элементов – инструменту или заготовке.
Механизмы сообщают исполнительным органам станков только два простейших движения – вращательное и прямолинейное поступательное. Различные сочетания и количественные соотношения этих движений лежат в основе всех видов обработки материалов резанием.
Поступательное или вращательное движение, передаваемое заготовке или инструменту в процессе резания и имеющее наибольшую скорость по сравнению со всеми другими движениями исполнительных органов, называют главным движением резания или главным движением.
Поступательные или вращательные движения остальных органов станка, также передаваемые заготовке или инструменту, определяют движение подачи, необходимое для обеспечения отделения срезаемого с заготовки слоя по всей обрабатываемой поверхности.
Так, при точении главным движением является вращение заготовки. Движение подачи – это поступательное движение резца.
Лекция 10. Обработка наружных цилиндрических поверхностей
Рассматриваемые вопросы: Требования к наружным цилиндрическим поверхностям. Сведения о токарных станках. Установка и обработка деталей на токарных станках. Режимы резания при токарной обработке. Методы чистовой отделочной обработки наружных цилиндрических поверхностей
10.1. Требования к наружным цилиндрическим поверхностям
Обработка наружных цилиндрических поверхностей тел вращения в зависимости от требуемой точности и качества поверхности может включать в себя черновую и чистовую обработку. Обработку производят на различных станках токарной группы: токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах.
К цилиндрическим поверхностям предъявляются следующие требования:
– точность размера;
– качество поверхности;
– прямолинейность образующей;
– цилиндричность;
– круглость в любом сечении, перпендикулярном оси;
– соосность.
52
Эти требования указываются на чертежах в виде допускаемых отклонений размеров, формы и расположения поверхностей, а также требований к качеству поверхности (шероховатости).
10.2. Сведения о токарных станках
Черновая обработка наружных цилиндрических поверхностей чаще всего производится обтачиванием на токарных станках. Общий вид токарного станка приведен на рисунке10.1.
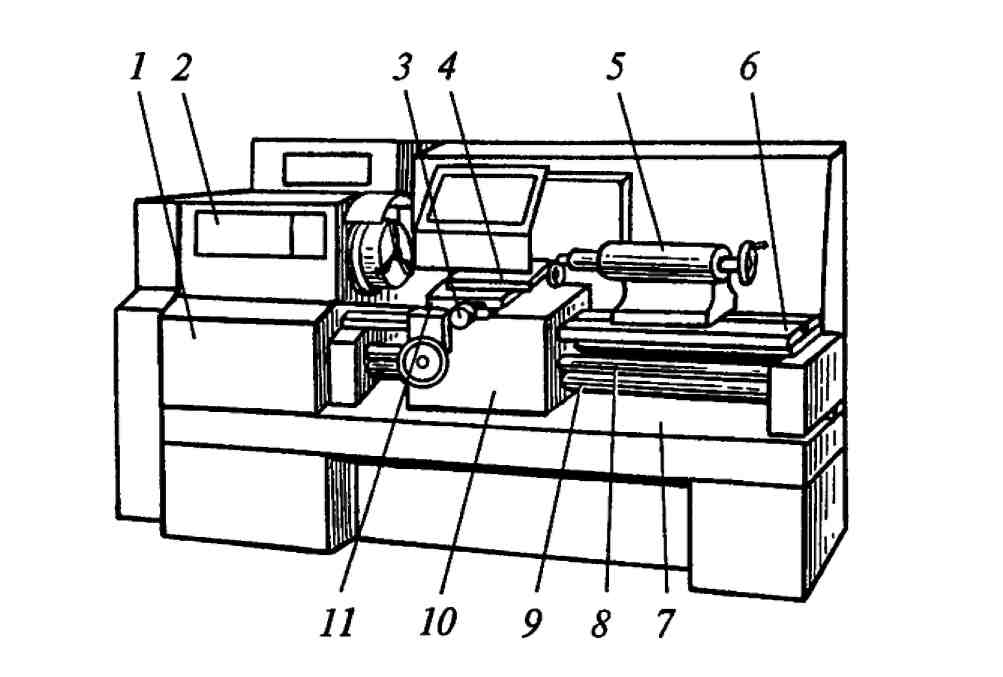
1 – коробка подач; 2 – передняя (шпиндельная) бабка с коробкой скоростей; 3 –поперечные салазки; 4 – резцовая каретка; 5 – задняя бабка; 6 – направляющие; 7 –станина; 8 – ходовой винт; 9 – ходовой вал, 10 – фартук; 11 – суппорт
Рис.10.1. Токарно-винторезный станок
Все основные части станка смонтированы на станине 7 – массивном чугунном основании. Верхняя часть станины имеет направляющие 6, по которым перемещаются подвижные части станка. Передняя бабка 2 – чугунная коробка, внутри которой расположен главный орган станка – шпиндель, представляющий собой полый вал, на правом конце которого крепится приспособление для зажима заготовки, например, патрон. Шпиндель получает вращение от двигателя станка через коробку скоростей – систему зубчатых колес, расположенных в передней бабке, позволяющих изменять число оборотов шпинделя. Суппорт 11 – устройство для закрепления резца и обеспечения движения подачи, т.е. перемещения резца в различных направлениях. Движение подачи суппорт получает
53
от ходового винта 8 и ходового вала 9. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим 6. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки 3, на которых расположена резцовая каретка 4 с резцедержателями. Фартук 10 – система механизмов, преобразующих вращательное движение ходового винта и ходового вала в поступательное движение суппорта. Коробка подач 1 – механизм, передающий движение ходовому винту и ходовому валу и изменяющий величину подачи. Задняя бабка 5 служит для поддерживания правого конца длинных заготовок, а также для закрепления сверл, зенкеров и разверток.
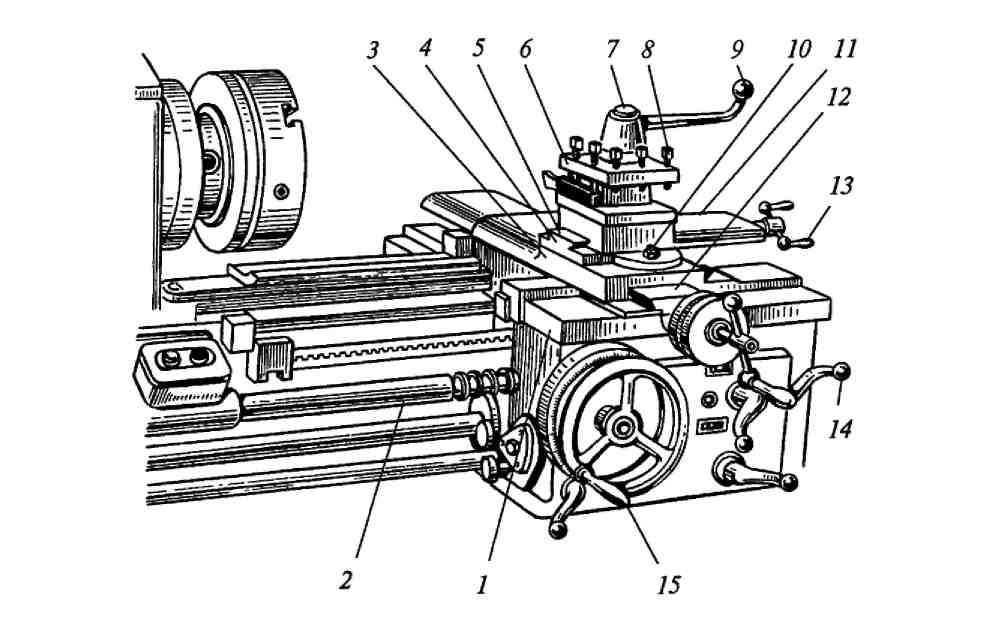
1 – нижние салазки суппорта; 2 – ходовой винт; 3 – поперечные салазки суппорта; 4 – поворотная плита; 5 – направляющие; 6 – резцедержатель; 7 – поворотная головка резцедержателя; 8 – винт для крепления резцов; 9 – рукоятка поворота резцедержателя; 10 – гайка; 11 – верхние салазки; 12 –направляющие; 13 и 14 – рукоятки; 15 – рукоятка продольного перемещения суппорта
Рис.10.2. Суппорт токарного станка
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости
54
относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.