

15.1. Основные виды пазов и способы их обработки
Пазы могут быть шпоночные, шлицевые, прямоугольные, Т-образные, типа "ласточкин хвост". Основными методами получения пазов является фрезерование и протягивание. Реже используют строгание и долбление.
15.2. Обработка шпоночных пазов
Шпоночные пазы изготовляются для призматических и сегментных шпонок. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон (глухие), закрытыми с одной стороны и сквозными.
Шпоночные канавки на валах выполняются фрезерованием дисковыми или концевыми (пальцевыми) фрезами на горизонтально- или вертикально-фрезерных станках общего назначения или специальных шпоночно-фрезерных станках.
123
Открытые пазы под призматические шпонки и пазы под сегментные шпонки обрабатывают дисковой фрезой, а закрытые пазы под призматические шпонки получают концевыми фрезами.
При фрезеровании концевой фрезой возможна обработка за один проход, когда фреза при вертикальной подаче проходит на полную глубину канавки, а затем включается продольная подача для фрезерования канавки на полную длину. В этом случае возможны неточности размера по ширине канавки, так как фреза работает в основном периферической частью и идет ее интенсивный износ.
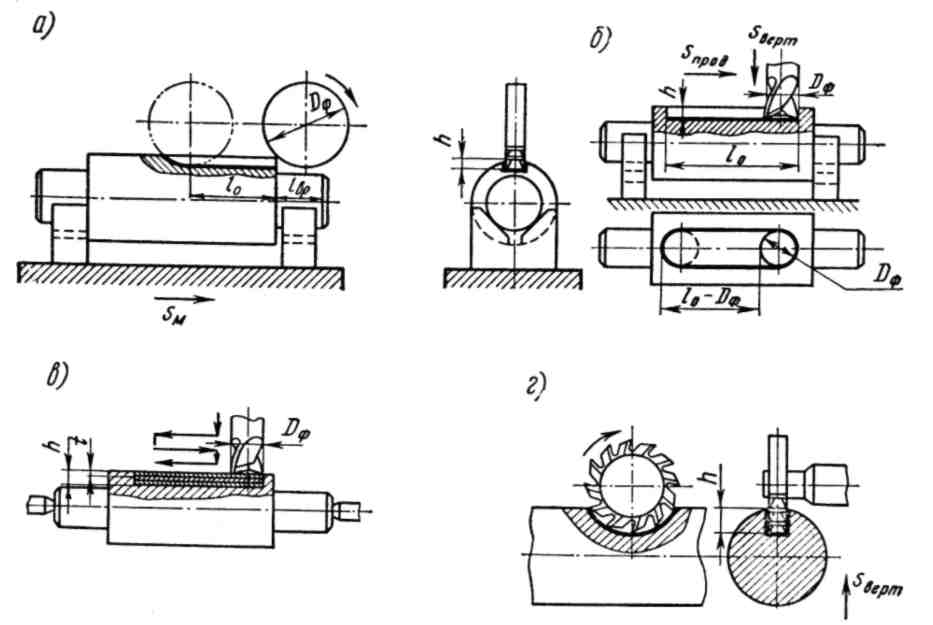
Рис.15.1. Методы фрезерования шпоночных канавок валов
а – дисковой фрезой с продольной подачей; б – концевой фрезой с продольной подачей; в – концевой фрезой с маятниковой подачей; г – дисковой фрезой с вертикальной подачей
Наиболее рациональным является метод получения точных шпоночных канавок концевой фрезой с маятниковой подачей. При этом способе фреза врезается на 0,1-0,3 мм и фрезерует канавку на всю длину, после чего опять врезается на ту же глубину и фрезерует канавку на всю длину в обратном направлении. Отсюда и название метода – "маятниковая подача".
Шпоночные пазы в отверстиях втулок обрабатывают в единичном и мелкосерийном производствах долблением, а в крупносерийном – протягиванием.
124
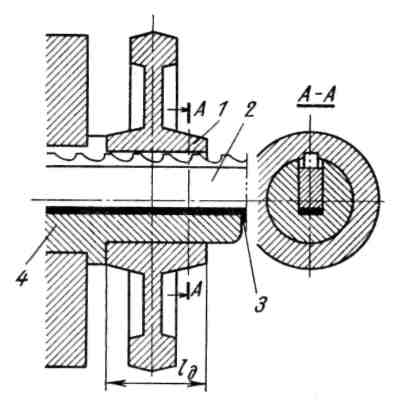
1 – заготовка; 2 – протяжка; 3 – прокладка; 4 – направляющий палец Рис.15.2. Обработка шпоночной канавки в отверстии протягиванием
При протягивании заготовка 1 насаживается на направляющий палец 4, внутри которого имеется паз для направления протяжки 2. Когда канавка протягивается за 2-3 прохода, под протяжку помещают прокладку 3.
15.3. Обработка шлицевых поверхностей
Шлицевые соединения применяют для посадок с натягом или зазором деталей различного назначения (зубчатых колес, шкивов, втулок и др.) на валах. По сравнению со шпоночными шлицевые соединения имеют ряд преимуществ: лучшее центрирование и направление, более высокая прочность.
Применяют прямоугольную, эвольвентную и треугольную форму шлицев. Наибольшее применение находят прямоугольные шлицевые соединения. Центрирование шлицевого вала и втулки осуществляют тремя способами: по боковым поверхностям шлицев, по внутреннему диаметру и по наружному диаметру.
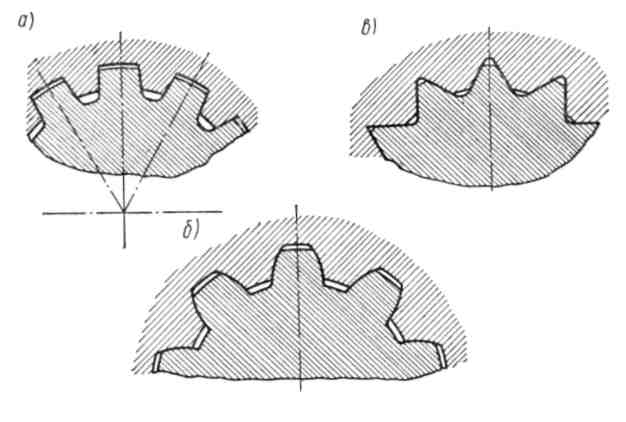
Рис.15.3. Виды шлицевых соединений а – прямоугольные; б – эвольвентные; в – треугольные
125
Шлицевые поверхности на валах получают в основном фрезерованием. Реже применяют строгание и накатывание.
Фрезерование пазов осуществляют дисковыми или специальными фрезами, но более точным и производительным методом является фрезерование червячной фрезой методом обкатки.
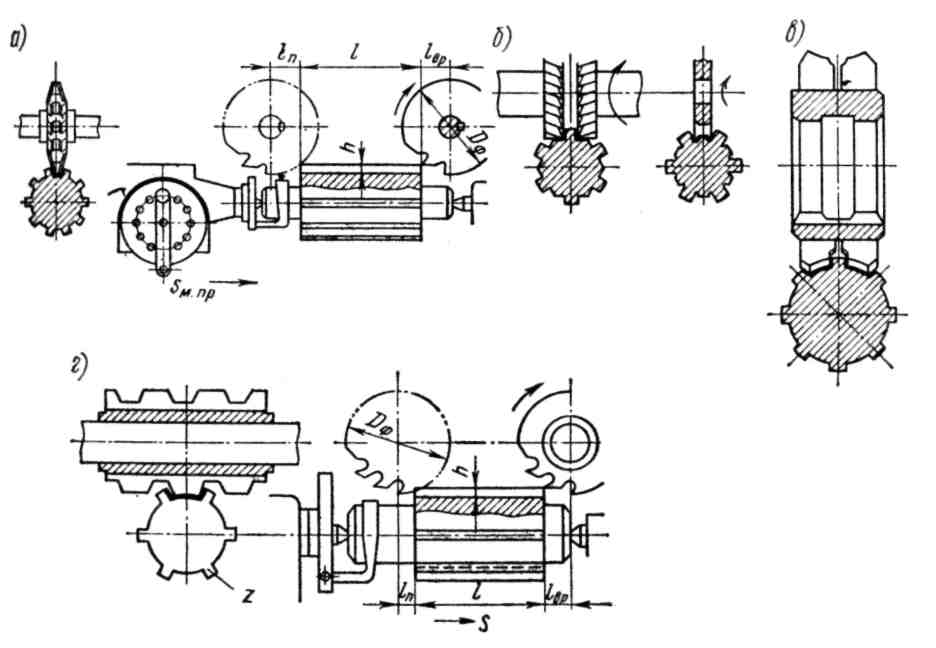
Рис.15.4. Способы фрезерования шлицев валов
а – шлицевой дисковой фрезой; б – двумя фрезами; в – двумя фасонными фрезами; г – шли-цевой червячной фрезой
В зависимости от способа центрирования требуется обработка шлифованием наружного или внутреннего диаметра и боковых поверхностей шлицев. Шлифование наружного диаметра осуществляется на обычных круглошлифо-вальных станках.
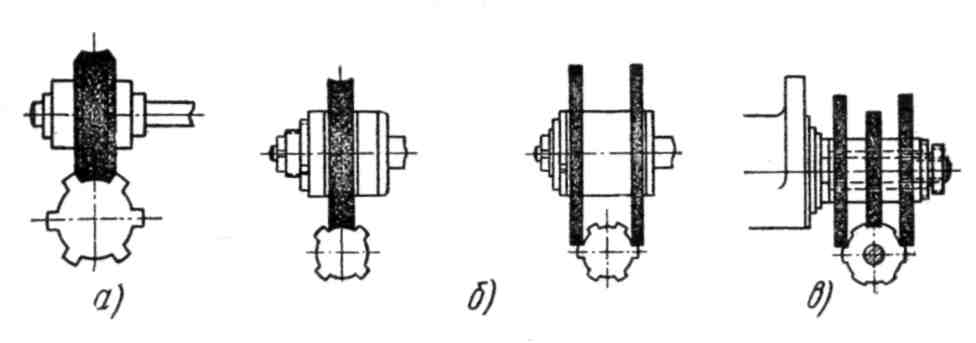
Рис.15.5. Шлифование шлицев валов а – фасонным кругом; б – в две операции; в – тремя кругами
126
При центрировании по внутреннему диаметру наиболее производителен метод шлифования фасонным кругом или одновременное шлифование несколькими кругами.
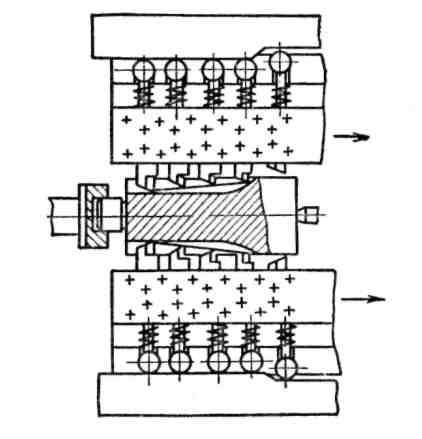
Рис.15.6. Протягивание шлицев двумя блочными протяжками
Обработка шлицевых отверстий осуществляется протягиванием. После протягивания получается достаточная точность и шероховатость поверхности и шлифование не требуется. Только после термообработки при центрировании по внутреннему диаметру шлифуется внутренняя поверхность шлицев.
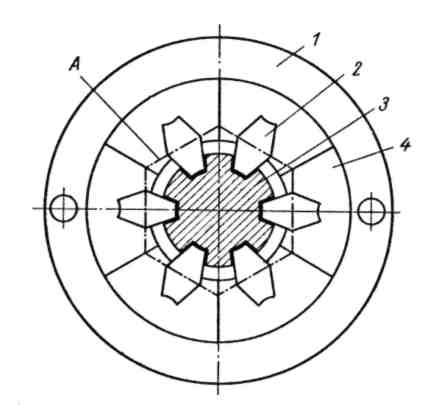
1 – корпус; 2 – накатной ролик; 3 – обрабатываемая деталь; 4 – сегмент Рис.15.7. Накатывание шлицев накатной головкой
Накатывание шлицев без нагрева осуществляется роликами, имеющими профиль впадины шлицев. Вращающиеся на осях ролики (диаметром 100 мм) по одному на каждый шлиц расположены радиально в сегментах 4 массивного корпуса 1 накатной головки. При передвижении головки по детали 3 свободно вращающиеся ролики 3, вдавливаясь в поверхность вала, образуют на ней шлицы. Все шлицы накатываются одновременно.
127
Для протягивания сквозных шлицев на валах применяют специальные протяжки с профилем впадины. Каждый шлиц протягивается поочередно с применением делительного устройства на горизонтально-протяжных станках.
При помощи специального приспособления, выводящего протяжку из зацепления со шлицем в конце рабочего хода (например, копира), можно протягивать и несквозные шлицы (рис.15.6).